Polishing Methods and Procedures of Die Casting Molds

Posted on : April 26, 2022 By GREFEE
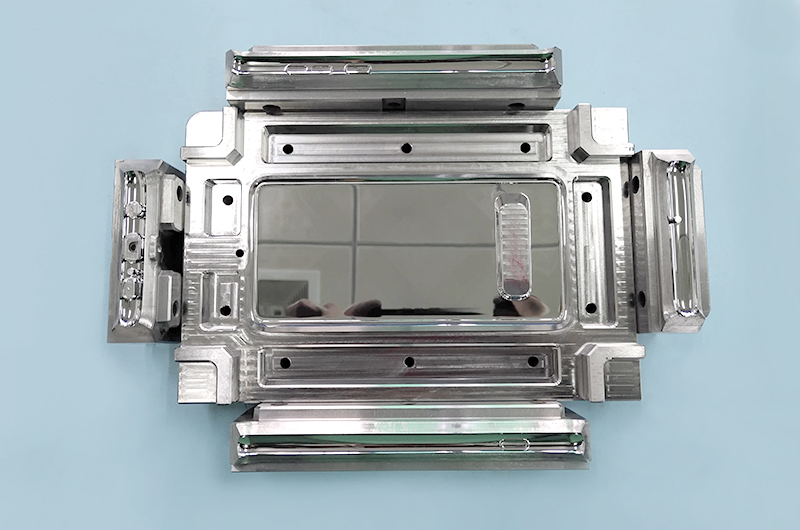
The polishing in the die casting industry is different from that in the other industries (such as aluminum alloy die casting, zinc alloy die casting, and magnesium alloy die casting). Strictly speaking, the polishing should be called mirror finishing, which has high requirements for polishing quality, the planeness, smoothness, and geometrical accuracy of the surface finish. The requirement of surface polishing is only a smooth surface. It is classified into four different levels: AO=Ra0.008μm, A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm.
Electrolytic polishing and fluid polishing are hard to control the geometrical accuracy. However, chemical polishing, ultrasonic polishing, magnetic polishing, and other methods cannot meet the surface quality, so the polishing of the precise molds is mainly by mechanical polishing.
Basic steps of the mechanical polishing
To obtain the high-quality polishing effect, the important things that we need are high quality oil stone, sandpapers, diamond grinding paste, and other polishing tools and auxiliaries. However, the selection of the polishing procedures depends on the surface conditions after processing, such as mechanical processing, EDM processing, grinding processing, etc. Procedures of mechanical processing
1. Rough polishing
After milling, EDM, grinding, and other processing, the surface can adopt the rotation surface polishing with a rotation speed at 35000—40000rpm or polishing through the ultrasonic grinding machines. The common method is to use the wheels whose diameter is at Φ3mm、WA#400 to remove the white EDM layers. After that is the manual oil stone grinding, strip oilstone, plus coal oil as the lubricant or the cooling agent. The use order is #180~#240~#320~#400~#600~#800~#1000. Many aluminum alloys die casting mold factories to choose to begin with #400 for saving time.

2.Semi-fine polishing
The semi-fine polishing mainly relies on the sandpapers and oil stones. The model number of the sandpaper is: #400~#600~#800~#1000~#1200~#1500。
Actually, #1500 sandpaper only suits the quenched mold steel (52HR above) rather than the pre-hardened steel, for it might lead to the surface burning of the pre-hardened steel parts.
3.Fine polishing
Fine polishing mainly utilizes diamond grinding paste. If using the polishing cloth wheels mixed with diamond grinding powder or grinding paste, the order is 9μm(#1800)~6μm(#3000)~3μm(#8000). The diamond grinding paste at 9μm and the polishing cloth wheels can be used to remove the hair-form polishing scratch of the #1200 and #1500 sandpapers, then polishing with the felt and diamond grinding paste, the order is 1μm(#14000)~1/2μm(#60000)~1/4μm(#100000).
The polishing practices with accuracy requirements above 1μm (including 1μm) can be done in a clean polishing room in a mold workshop. Polishing with high-precision requirements will need a standard hyginnetic room. Dust, smoke, dandruff, or spittle could ruin a high precision polishing surface after several hours of working. GREFEE has rich experience in mold manufacturing, including injection molding, medical devices, packaging pieces, household appliances, die casting molds, automotive parts, and engineering mechanical parts. Contact us to start your new project.
The grinding polishing methods include:
1. Mechanical polishing
Mechanical polishing relies on milling and removing the boss after polishing due to the surface plasticity deformation to obtain a smooth surface. Generally, the tools it needs include the oil stone strips, wool wheels, sandpapers, etc. it is mainly the manual practice. Special components, such as revolving body surface, can get by the turntable and other auxiliary tools. The ultra precision polishing method is suitable for the parts with high surface requirements.
Ultra precision polishing adopts special molds being compressed onto the machining surface in the polishing fluid containing grinding materials and rotate in a high speed. This technology can reach a surface roughness of Ra0.008μm, the highest among all the polishing methods. The optical lens molds often adopt this method.
2. Chemical polishing
Chemical polishing allows the micro-protrusion place of the materials in the chemical mediums to dissolve first to get the smooth surface. This does not need complex equipment and can polish parts with complex shapes. It can polishing multiple pieces at one time with high efficiency. The key of the chemical polishing is the compound of the polishing liquid. The surface roughness value of the chemical polishing is about 10μm.
3. Electrolytic polishing
The basic principles of electrolytic polishing are similar to those of the chemical polishing, which is to dissolve the surface small micro-protrusion part of the material selectively to smooth the surface. Compared to chemical polishing, it can mitigate the negative influence with good results.
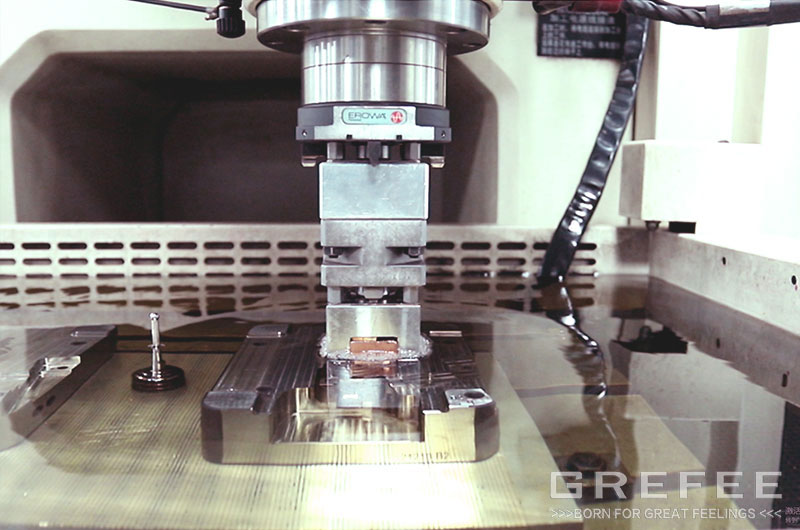
4. Ultrasonic polishing
Put the workpieces into the grinding material floating liquid and put them together in the ultrasonic environment. With the action of the ultrasonic, grind materials grind and polish the surface of the parts. The macro force of ultrasonic machining is low and will not result in deformation, but manufacturing and un-mounting are difficult. Ultrasonic machining can be combined with chemical or electronic chemical methods. On the base of the solution corrosion and electrolysis plus the ultrasonic variation stirring fluid to release the surface dissolving substances to make the corrosion or electrolysis around the surface uniform. Ultrasonic cavitation in the solution can also inhibit corrosion, benefiting from surface brightness.
5. Fluid polishing
Fluid polishing works by high speed flowing liquid and the abrasive particles to flush the surface to achieve the polishing purpose. Common methods: grind material injection processing, liquid injection processing, hydrodynamic grinding, etc. The hydrodynamic grinding is driven by hydraulic pressure to make the liquid mediums which take grinding particles flow through the parts’ surface. The medium mainly utilizes the special compound (polymeric substance) with good fluidity under low pressure plus grinding material. Silicon carbide is a good choice of grind material.
6. Magnetic abrasive polishing
Magnetic abrasive polishing uses the magnetic grinding material to form an abrasive brush under the action of the magnetic and machine the parts. This method is high efficiency, high quality, and easy to control. With good working conditions and appropriate grinding material, the surface roughness can reach Ra0.1.
The purpose of mold polishing is the need for the product’s appearance. Apart from that, another thing is that the modification of the molds is the plastic molds cavity surface should be the same as the mirror polishing degree. While the molds for producing the optical lens, laser records have higher requirements.
Thus, it has a high requirements for polishing, too. The importance of this reflects on the other advantages, such as to make plastic products release easier , reducing the injection molding cycle, etc.
MORE BOLG



Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.