Advantages and Disadvantages of hot runner in injectoin mold

Posted on : May14, 2022 By GREFEE

Cold runner: refers to the area between the mold entrance and gate of the product. Plastic remains in the flow state with the injection pressure and the thermal amount inside the runner. Runners as a part of the molding material but not products’ so we need to consider the filling effect in designing molds and also seek out ways to save material by shortening and minimizing the size of runners. However, in daily practice, it is hard to meet both needs, which results from the invention of hot runners.
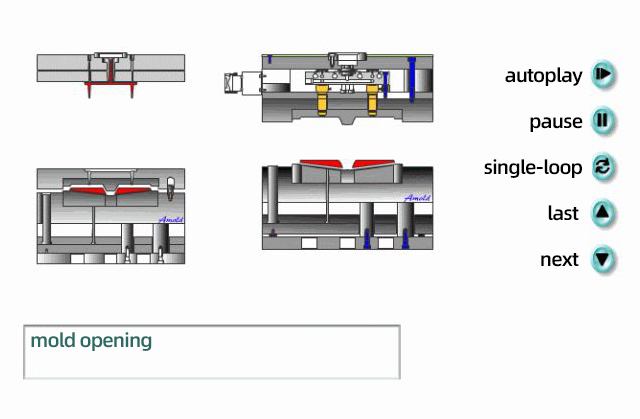
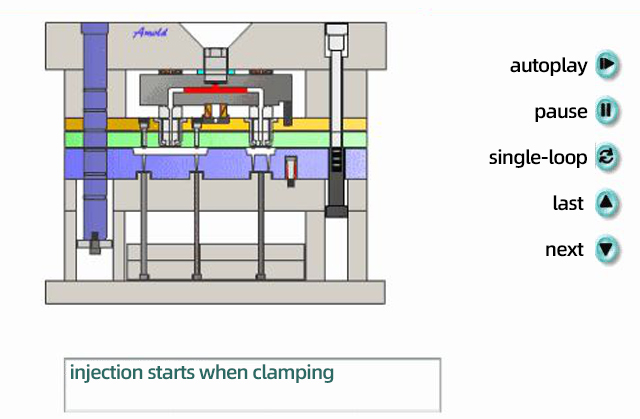
Hot runners: work as a common part of the injection molding system to maintain the plastic in gates and runners as a molten state by heating. With the heating rings set around runners and centers, the runners, from nozzles to gates, are in a high temperature state to ensure the plastic in runners is molten. After shutting down the machine, the aggregate still stays inside, so next time only heats the runners to the required temperature. Thus, hot runners technology sometimes is also called runnerless molding.
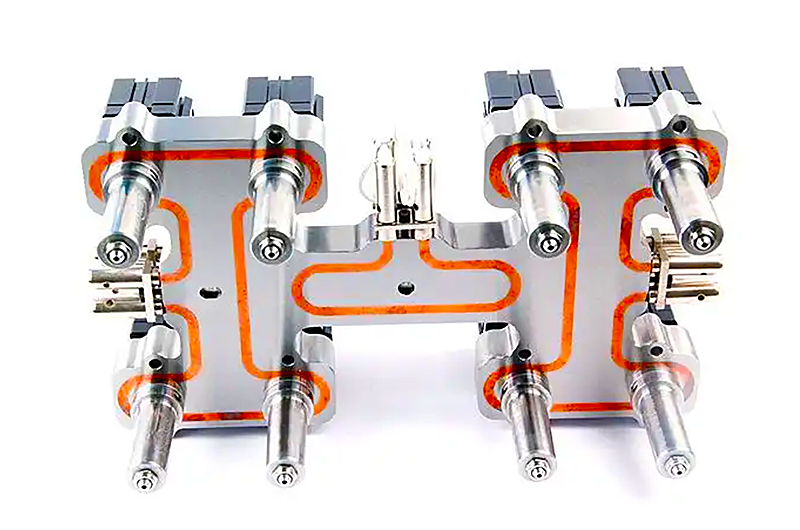
The hot runner has three parts, splitter plate, nozzles, and temperature controller. The main gate feeds through the nozzles of the splitter plate. Temperature is used to control temperature.
Hot runner molds utilize the heating device to make the melt in runners in a non-solid state. Since its shorter mold cycle and material saving benefits, hot runner technology is widely used in most industrially developed countries.
Are you looking for a hot runner mould manufacturers?You can CONTACT GREFEE.
Hot runner concept
The hot rummer system has a fully hot runner and semi-hot runner. The design of a fully hot runner is complex, but its maintenance cost is low and with excellent effect. Semi hot runner is simple compared with a fully hot runner, so its maintenance cost is low and ensures stable production to a large extent due to the low fault rate.
Hot runner classification
Open type (used for semi hot runner), needle valve type (used for fully hot runner)
A hot runner system includes hot nozzles, splitter plate, temperature controller, accessories, etc. Hot nozzles have two types, open hot nozzles and needle valve type hot nozzles. As the type of hot nozzles directly determines the selection of hot runner system and mold manufacturing, the hot runner system is classified into open and needle valve type hot runner systems.
Splitter plate is adopted in situations like one mold multi-cav, single-point injection, but material level offset. The material often used are P20 and H13. Splitter plate has two types, standard and non-standard. Its structure includes the distribution of cavities on mold, display of nozzles, and gate positions. Temperature controllers include mainframes, electric cords, connectors, wiring male and female sockets, etc.Hot runner accessories include heater, thermocouple, flow channel sealing ring, connector, junction box, etc
Advantages of hot runner mold
Hot runner mold technology is widely used in many different industrial developed industries, which mainly due to below reasons.
1. Shorten the molding cycle
Mold masters hot runner mold technology is widely used in many industrial developed areas, mainly due to the below reasons.
2. Material saving
The pure hot runner system has no cold runners, so no production waste, which is of great significance for projects using expensive plastic materials. As a matter of fact, major international hot runner makers have achieved great improvements in the age in which crude and plastic are pricy, for hot runner technology is an effective method to reduce the waste and material cost.
3. Waste reduction, enhance the product quality
In the hot runner molding process, the temperature of the plastic melts in the runner system is controlled accurately. Plastic flows into each cavity in a uniform and consistent state for making the same quality parts. Hot runner molding parts have high quality gates, low residual stress after mold release and light deformation, so many high quality products in the market are made from hot runner molds, such as many plastic parts in MOTOROLA mobile phones, HP printers, DELL laptops, etc.
4. Post-procedures reduction, beneficial for automatic production
Parts turn into end products after being formed by hot runner molds without trimming gates or recycling and machining cold runners. Many manufacturers in the world combine hot runners and automation to increase production efficiency significantly.
5. Injection molding application range expansion
Many advanced plastic molding technologies are based on hot runner technology, such as PET pre-forming making, multicolor co-injection, multilateral co-injection, STACK MOLD, etc.
Disadvantages of hot runner molds
Even though hot runner mold is more functional compared to cold runners, mold customers still need to understand its disadvantages, which are:
1. Mold cost rise
Hot runner parts are expensive, so their cost is high. If the production volume is small, but the mold cost ratio is high, which is not economical. For many mold users in developing countries, a pricy hot runner system is one of the primary issues affecting the wide use of hot runner mold.
2. High requirements for hot runner mold manufacturing technology
Hot runner mold works effectively with the promise of high precision machining mechanics. The integration and cooperation of the hot runner systems should be rigorous, or there might be potential issues during production, such as interrupted production results in broken hot runner parts, which result from plastic overflow. Also, the poor quality is due to the unsuitable position between nozzle inserts and gates.
3. Complex operation and maintenance
Hot runner mold is more complex to operate and repair than cold runner mold. The improper operation will damage the part and shut down the production, causing enormous financial loss. For new users of the hot runner mold, the experience accumulation takes a long period.
Composition of hot runner system
Even though there are many hot runner manufacturers and products series, one typical hot runner system is composed of below sections:
(1). Hot runner plate (MANIFOLD)
(2). nozzle
(3).Temperature controller
(4). Accessories
Key technologies of hot runner applications
A successful hot runner mold application project includes many sections. Two essential technological factors are plastic temperature control and plastic flow control.
1. Plastic temperature control
Plastic temperature control is vital for the application of hot runner mold. Many productions and quality issues are due to incorrect temperature control, such as poor quality gate results from the hot needle gate method in injection molding, valve needle is hard to close during valve type gate molding, inconsistent part filing time, and quality of the multi-cav mold. It is recommended to select a hot runner system with temperature control in multi-area to enhance flexibility and adaptability.
2.Control of plastic flow
Plastic should flow in the hot runner system balanced. The gate should be opened to allow the plastic to fill each cavity simultaneously. For a family mold with an evident part’s weight difference, the size of the runner should be balanced or arouse the insufficient pressure holding issue. Some parts are excessively mold filling and pressure holding, but some are not. Large size will lead to runner volume rise and long retention time of plastic in hot runner system, which might damage material properties and unqualified parts. So far, a specific CAE software like MOLDCAE to help customers in the runner design.
Application range of hot runner mold
1. Types of plastic material
Hot runner mold has been successfully applied into every plastic material, such as PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC, etc. Any plastic material that can be manufactured with cold runner mold will also do with hot runner mold.
2 .size and weight of part
The lightest hot runner mold made part is less than 0.1g, and the largest one is higher than 30 kgs, which has a flexible application.
3. Industrial field
Hot runner molds are widely used in electronics, automobiles, medical treatment, daily necessities, toys, packaging, construction, office equipment, and other areas, such as computer shells, mobile phone covers, automobile interior door panels, and automobile front grille, printer, etc.
Brief introduction to hot runner die production in the world
Hot runner mold production is popular in some counties and areas that are industrial developed. The hot runner mold ratio is increasing gradually and is used everywhere, even in many small-scale mold factories with less than ten people. Generally, the hot runner system was firstly used in North America and Europe, where this technology level is advanced. In Asia, Singapore, North Korea, Taiwan, and Hong Kong take the lead in this area except for Japan. Although the manufacturing level in North America and Europe is high, the lead time is long, and the price is high compared with manufacturers in Asia. While Chinese suppliers have more advantages on this side through years of development and have almost caught up with and surpassed the world standard.
Difference between three-plate mold and hot runner
Three-plate hot runner
Advantages: Shorten the cycle
With the shortened molding cycle and no limits on runner cooling time, the part can be ejected after forming and solidification. The molding cycle of many thin wall parts using hot runner mold is less than 5s.
Material saving
The pure hot runner system has no cold runners, so there is no production waste. This is of great significance for projects using expensive plastic materials. As a matter of fact, major international hot runner makers have achieved exceptional improvements in the age in which crude and plastic are pricy, for hot runner technology is an effective method to reduce the waste and material cost.
Waste reduction
Reduce the waste and enhance the products’ quality. In the hot runner molding process, the temperature of the plastic melts in the runner system is controlled accurately. Plastic flows into each cavity in a uniform and consistent state for making the same quality parts. Hot runner molding parts have high quality gates, low residual stress after mold release and light deformation, so many high quality products in the market are made from hot runner molds, such as many plastic parts in MOTOROLA mobile phones, HP printers, DELL laptops, etc.
Automatic production
Parts turn into end products after being formed by hot runner molds without trimming gates or recycling and machining cold runners. Many manufacturers combine hot runners and automation to increase production efficiency significantly. Many advanced plastic molding technologies are based on hot runner technology, such as PET preform fabrication, multi-color co-injection, multi-material co-injection, STACK MOLD, etc.
disadvantages
Even though hot runner molds are more functional compared with cold runner molds. Mold customers still need to understand its disadvantages, which are:
Cost rise
Hot runner parts are expensive, so the hot runner mold cost is high. If the production volume is small, but the mold cost ratio is high, which is not economical. For many mold users in developing countries, a pricy hot runner system is one of the primary issues affecting the wide use of hot runner mold.
High requirements for equipments
Hot runner mold works effectively with the promise of high precision machining mechanics. The integration and cooperation of the hot runner systems should be rigorous, or there might be potential issues during production, such as interrupted production results in broken hot runner parts, which result from plastic overflow. Also, the poor quality is due to the unsuitable position between nozzle inserts and gates.
Complex operation and maintenance
Hot runner mold is more complex to operate and repair than cold runner mold. The improper operation will damage the part and shut down the production, causing enormous financial loss. For new users of the hot runner mold, the experience accumulation takes a long period.
Disadvantage and mold testing
Many defects of end products are generated during the plasticizing and injection molding stage. However, it sometimes is related to the improper mold design, which might be due to mold cavity number, hot/cold runner design, type of injection opening, position, size, and structures. Hence, to avoid the defects resulting from mold design, we need to analyze the coefficient and mold design during the mold manufacturing process.
After obtaining the mold testing results, the operators should evaluate the overall situation of the mold to avoid unnecessary costs and time during the modification. In most cases, this evaluation also includes the set of machine coefficients, which means to make up for the insufficiency of mold design and incorrect settings without knowing. Under this circumstance, the production process is abnormal due to the mini coefficient setting range. Once there are a few errors in the coefficient setting, the quality of final products will be far from the standard range, so the actual cost is much higher than that for mold modification.
Mold testing aims to find the optimal coefficient and mold design. By doing so, even if there are changes in material, machine setting, environments, and other factors, we can still make sure a stable and continual batch production environment, but not merely for a good sample.
Mold testing steps1: temperature setting of material barrel
One thing is that the original temperature setting of the material barrel is determined on the base of the material that suppliers provided due to a big difference between the same material in different factories and brand numbers. While suppliers have deep research and understanding of these materials. Customers are allowed to have a consideration according to their recommendation and slightly modify the temperate accordion to the actual production situation.
Besides, the operator also needs to measure the actual temperature of melts with a detector since the barrel temperature we set is often varied due to the difference in the environment, model of temperature conductor, position, and depth. The temperature cannot be consistent with the melt temperature at a hundred percent. Sometimes, due to grease and other factors, the actual temperature of melt varied with the setting temperature of the material barrel. (In the past, we have had examples where the temperature difference between the two is as high as 30 ℃)
Step 2 set the mold temperature
Similarly, the mold temperature setting at the beginning should be based on the referenced value provided by material suppliers.
What is more, the mold temperature that we refer to is the temperature of the mold cavity surface rather than the one on the mold temperature controller. In many cases, due to the environment and incorrect capacity of the temperature controller, the temperature shown on the controller is not the same as the one with the mold cavity surface. Thus, before mold testing, the operator should measure and record the temperature of the mold cavity surface, as well as the temperature at different locations. Check specifically whether the temperature on each point is balanced and record the result for providing the reference data for mold modification.
Step 3
Based on experience, set the plasticizing amount, the limited value of injection pressure, injection speed, cooling time, screw speed, and other parameters first, then modify them appropriately.
Step 4 filling test and find switch point
Switch point refers to the switching point from the injection stage to the pressure holding stage, which could be screw position, filling time, and filling pressure. This is one of the most fundamental factors in injection molding. In the actual filling test, we ought to follow the points below:
(1) the holding pressure value and time of pressure holding in often set as 0 in laboratory.
(2) product filling level is often from 90% to 98%, depending on the wall thickness and mold structure design.
(3)Since the injection speed affects the switchover point, thus, the operator should re-confirm the switchover point when changing the injection speed.
(4). Through filling tests, customers can see the flow routes of material in mold cavities and detect where is the potential area for air trapping and venting.
Step 5 find out the limit value of injection pressure
In this process, the operator should understand the relationship between injection pressure and injection speed. For a hydraulic pressure system, pressure and speed are co-related. Hence, it is impossible to set up these two coefficients in the meantime to meet all the conditions.
The injection pressure set on the screen is the limit value of the actual injection pressure. Therefore, the operator should set the limit value always higher than the real injection pressure. If the limit is too low, the actual injection pressure will close or overextend the limit value of injection pressure. So, the practical injection speed will be automatically decreased to the dynamic restrain, affecting the injection time and molding cycle.
Step 6. Find out the optimized injection speed
The injection speed here refers to the speed that can shorten the filling time and minimize the injection pressure. In this process, we should pay attention to the points below:
(1) most surface defects, especially those around the gates, are caused by the injection speed.
(2) multi-step injection is only used when a one-time injection cannot meet the processing needs, especially in the mold testing stage.
(3)With an intact mold, correct switchover point setting, and sufficient injection speed, the injection speed has no relation to the generation of galling.
Step 7 modifying pressure holding time
Pressure holding time is also called the condensation time of the gate. Generally, the condensation time confirmation of the gates is through weighing to obtain different pressure holding times. However, the most optimized pressure holding time is when the mold weight is the maximum.
Step 8 optimizes other coefficients, such as pressure holding and clamping force.
Finally, one point that ought to be stressed is that mold test aims to optimize the mold and technology to meet the needs of batch production rather than merely obtaining good samples.






Try GREFEE now,for free
We keep your uploaded files confidential and secure.