Battery box for cars
Author:Christopher
Role: manufacturing manager
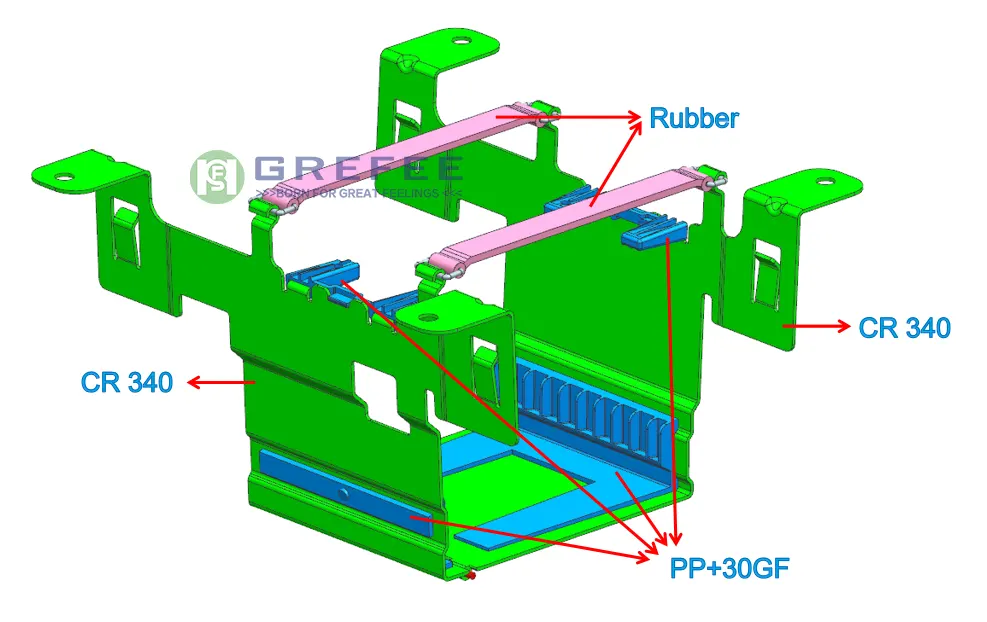
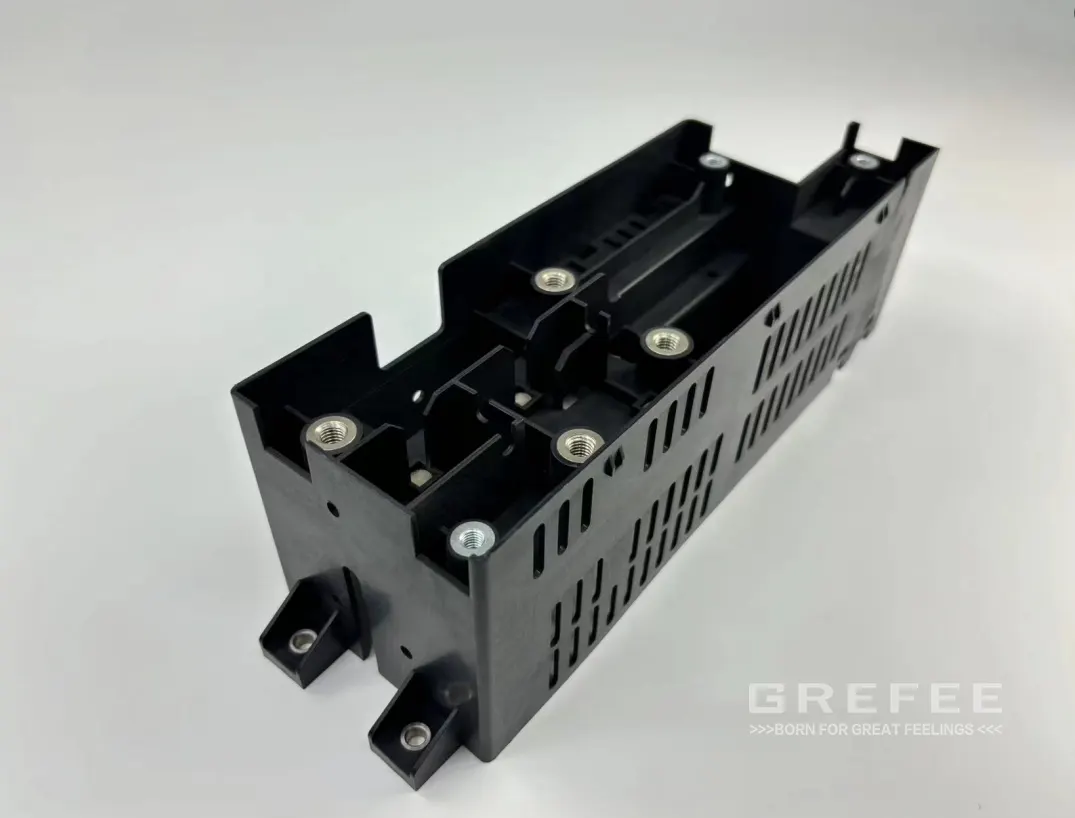
This is an automotive part produced for Daimler- Battery tray assembly . The plastic parts in this series is made of the PP LGF30 commonly used in automotive, including a set of plastic- metal overmold; 2 metal brackets made of CR340, and a set of rubber fastening belts. It is a challenging project, because of multiple processes, multiple components, new material, high precision and fitting requirements.

Product introduction:
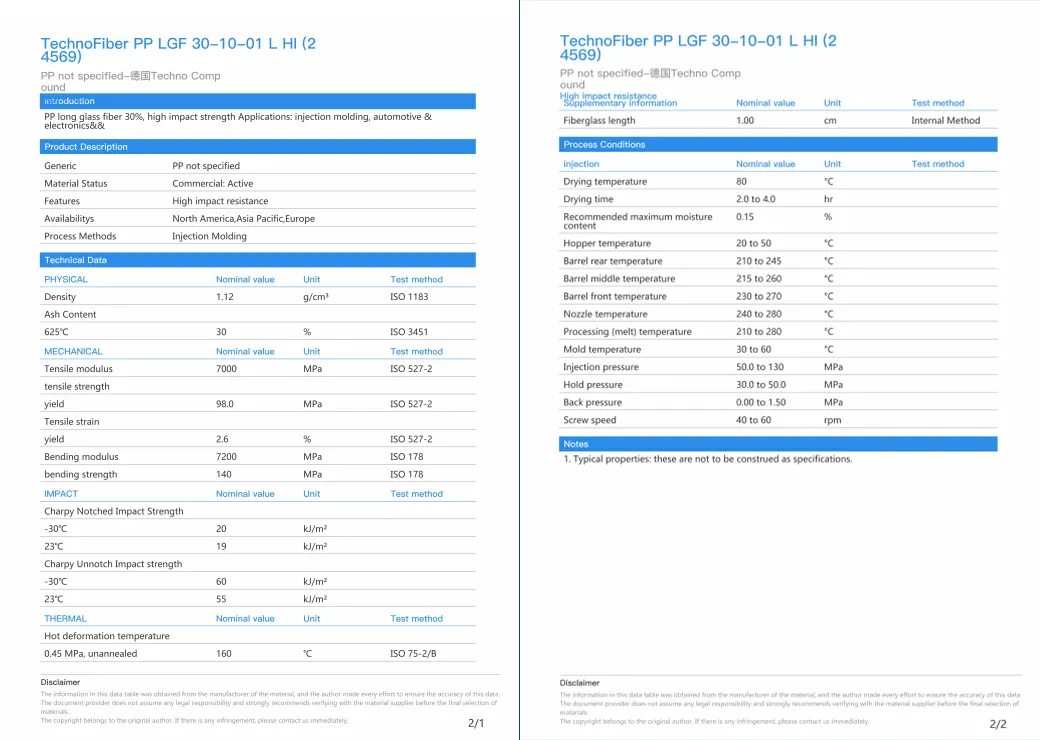
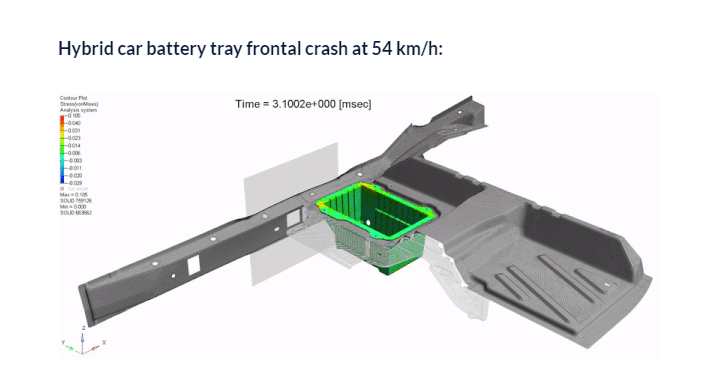
Box material: the material of internal parts must meet align with the standards of the hardness, toughness, and fireproof requirements, especially a higher standards regarding of the dimensions for the major parts like battery box. The priority is to make sure the battery is not damaged and prevent fire in the event of a vehicle collision, so the material must be reliable. First of all, the material needs to be resistant to high temperature, corrosion and fireproof. PP LGF30 can be used continuously in a high temperature environment of 260 degrees and can remain unmelted at 450 degrees. Therefore, PP LGF30 is chosen for this tray. When GF 30 is applied, the shrinkage rate of the product will decrease, so its impact resistance, bending strength and flame retardancy are much improved. PP LGF30 has been widely used in electronic components, automotive and aviation industry due to its excellent performance.
Bracket material: the bracket of battery box has adopted high strength cold rolled steel CR340, and the surface is treated with electroplating to improve the aesthetics and corrosion resistance of the parts, which effectively protect the battery inside when a vehicle collide happens, and also prevent the battery liquid from leaking, and further increases the vehicle safety.
Dimensions: the L*W*H is 438*331*206mm is big size for injection parts. And the accessories assembled with it include injection molding and sheet metal processes. The cover is required to be automatically fastened with the box body when it falls, so the product is not allowed to have any deformation. The external bracket adopted the sheet metal technique first then injection molding. The sheet metal size has to be controlled to avoid issues during production, like flash or overflow during injection molding process.
Processes used: stamping, injection molding, compression molding,
Post-finishing used: Texture, Electrophoresis.
Materials used: PP LGF30 PP-T20 CR340
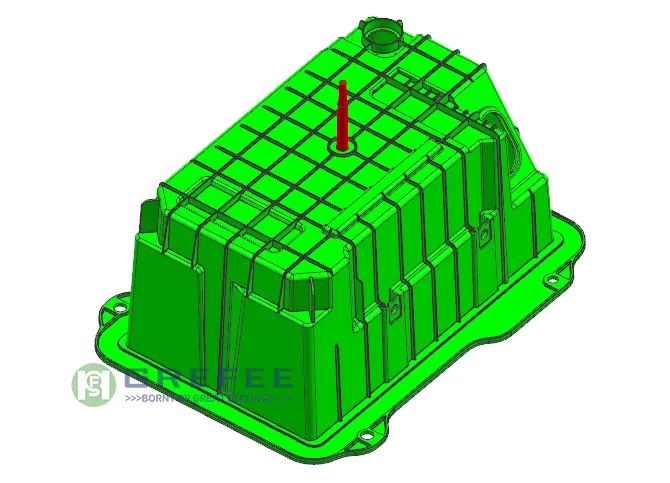
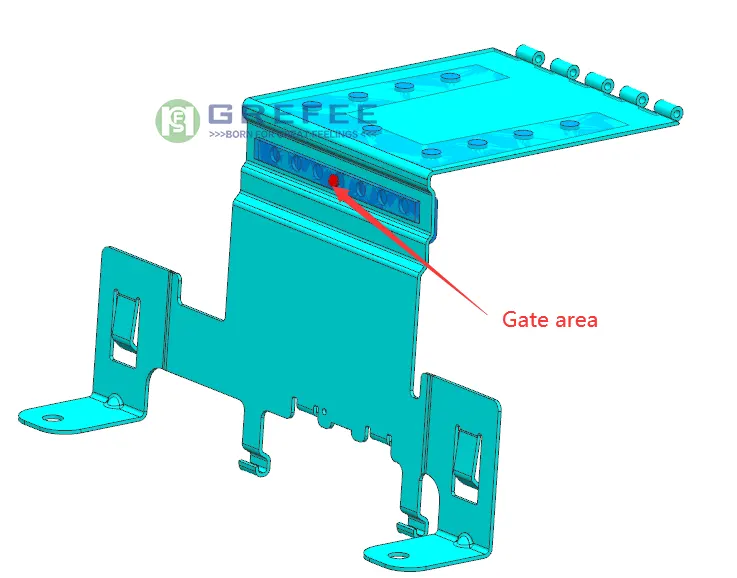
Solutions: we used large direct gate to inject at the bottom of box, because material PP+GF needs high temperature and high speed to inject. The gate size is 12mm, and we shortened the length of sprue to reduce the flow route, which help keep the energy, pressure and improve filling better, so the stability of the part is improved.
As high speed & temperature is applied, air trap issue may occur at the bottom of the box. According to the mold flow analysis, we added inserts to the internal ribs of the box, and applied venting on the inserts. We also applied venting slots 3mm all around the part. Due to the high fiber content and poor fluidity, the venting slots is 0.03mm deep.
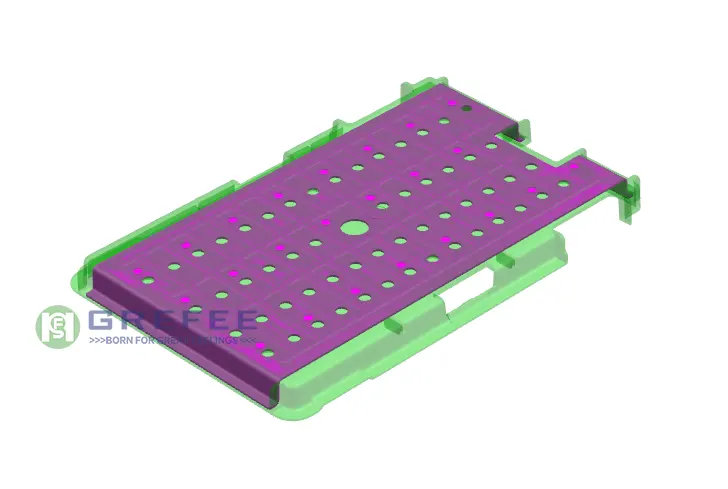
Technical difficulty: The lid is made of PP LGF30 as well. Although the size is smaller than the box, the molding difficulty is greater. Firstly, the plastic is in uniform thickness 1.5mm, but the inside metal is a whole plate and it has to be overmolded inside the plastic, the plastic has to be filled one side to the other. It means the filling route is long, and there are many kiss-off holes that block the filling. Therefore, the filling energy&pressure losses much when the material flows to the end, which will have short shot issue risk, or the dimensions can’t be ensured even if full filled.
Solution: Firstly, we suggest to thicken the plastic from 1.5mm to 2.5mm, which can effectively improve the filling speed. Then, we widen the bottom ribs from 6mm to 10mm, and extend the ribs to connect the side walls, which help shorten the filling time and ensure the dimensions better.
Another function of plastic internal inserts is to increase the strength. When the space is limited, we can consider to add inserts inside to make sure the strength of key areas, which is the most common on automotive parts.
Another type is used at the external shafts or holes. The fastening connection of plastic parts or seals belongs to soft connections, such as in areas prone to wear and overlap with other high-temperature areas. The most common type of component is bearings, which are mostly made of metal.
Technical difficulty: It is common that sheet metal is over-molded with plastic. The surface of molded PP 30GF part is very smooth, and the parts have good hardness and wear resistance. But it cause problem for injection: the metal and plastic can’t bond together well during injection, and the hard plastic may have crack issue risk. In order to improve the molding, we made some modifications on part structural design.
Solution: We added 9 conical hole Φ10mm with undercuts 0.5mm per side on the bottom surface. It prevent the metal apart from the plastic and make them in a bonded block. We did same 7 holes on the side wall, and make the gate in the centre to improve the cosmetic.
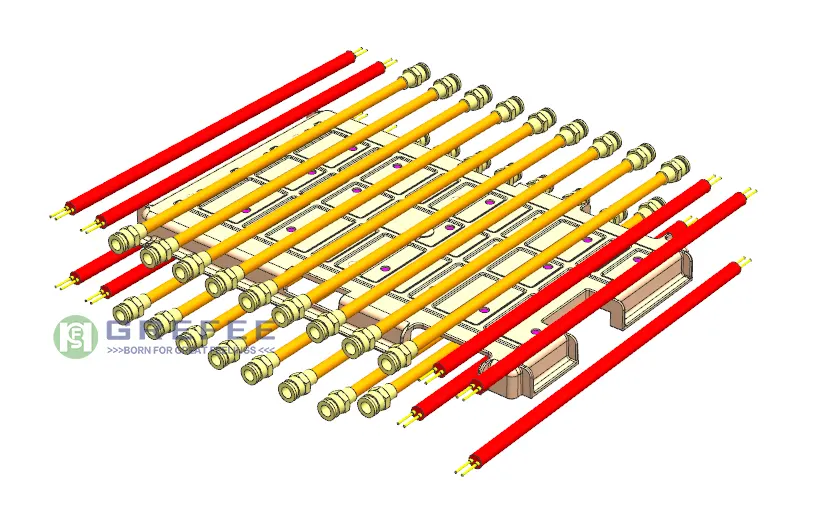
Cooling system:
Technical difficulty: As 30% GF is applied, its density and fluidity is different from plastic resin, which make separation tendency during injection and the GF flows on the surface. Long filling stroke, many kiss-off holes and material affect the filling much, so good cooling channels is very important for quality.
Solution: We shorten the distance of cooling channels within 25-30mm, and applied single direct cooling at cavity side to make the water temperature difference within 2 ℃ both at inlet and outlet. Besides, from mold flow result, we applied heating rods to increase mold temperature and improve the fluidity of material.This help avoid short-shot issue, fiber flow risk and reduce kit lines issue, so the part quality is improved much.
Pre production:
Before injection, we need to fit the sheet metal part with the mold to ensure perfect fitting, which can avoid leaking and flashing issues. We do pre-production for each part to see if any adjustments are needed on the mold or sheet metal part. We do fitting test for metal sheet part and mold to clarify the assembly problem, fell off risk and scratch issue, and our operators do adjustments on the sheet metal part on site, the series production can start only the fitting is perfectly.
Production of sheet metal part:
As the sheet metal part has to be over molded inside plastic, its precision is extremely important. Firstly, we used automatic machines to proceed. Laser cutting is used to get the profile within tolerance +/-0.1mm. Only the profile is in good dimensions, the other small dimensions can be controlled well. What’s more, our QC inspect the part for each progress on site to ensure the parts are in good dimensions, then the OK parts can go for electrophoresis per DBL7381. Finally, the parts can be good for injection.

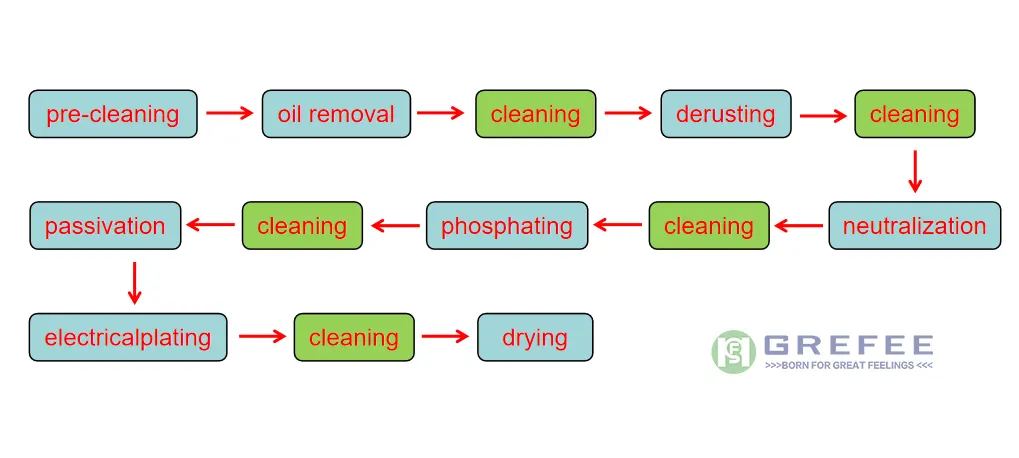
Electrophoresis for sheet metal part:
All sheet metal parts of this project has to be done electrophoresis coating per DBL-7381-20. Which make the parts be hardened, have better corrosion& impact resistance and more aesthetic. As a kind of chemical coating, the parts need to place into the container with plating liquid, then apply electric field to make the coating evenly. The following picture shows the entire process of electrophoresis.
Over-mold Injection:
Because the sheet metal part is over-molded with PP+30GF, the mold has to pre-heated before injection, and the sheet metal part is cold-rolled steel, which cause the heat lose easily. Before production, we put the sheet metal parts in 70 degree hot water for 5 minutes to have same temperature of the mold, and to ensure the flow speed during the filling process.

Assembly:
The box is in big size with internal supporting ribs only, the warpage in the middle area with key snap can’t be avoided. In order to get good assembly effect, we inspected the dimensions of pre-production samples, then adjust the snap properly for series production.

Inspection:
The production of each project was carried out is based on APQP standard, and the inspection is under requirements of clients. We inspected all parts per client Daimler’s instruction from every aspect, especially for the fitting test and critical features.
Packaging:
We have customized 7-layer kraft carton based on sizes of the parts, the kraft carton is in same structural as corrugated carton but is applied kraft paper on surfaces, which is water proof. The interior of the carton is wrapped with 8T foam on 6 sides to prevent crush and damages during the transportation.

Nowadays, the new energy have been a major source tendency, we have many clients from this industry. So we not only produce battery accessories for automotive companies, but also produce related complete set of outdoor power supplies for clients. These outdoor power supplies are manufactured by injection molding, extrusion, stamping, compression molding, welding, electrophoresis, powder coating and other so on. Please click the link below for more info.