The Ten Major Processing Techniques of LOGO Products

Posted on : October 12, 2024,By GREFEE

Logo is the key element of a brand image, which not only displays the concept of the business but also highlights the unique of the brand.
10 common Logo processing technologies will be introduced in this article to help you better understand these processing needs.
1.Pad printing
Pad printing is a type of logo processing that is widely used and also is one of the special printing methods that can print on the irregular shaped surfaces.
It is normally called by “all purpose printing”. During the printing process, firstly, the pattern is etched onto film to create a concave steel plate (or copper, thermoplastic).Then, using a transfer head made of silicone rubber to transfer ink from the intaglio to the target surface, completing the printing of the pattern.

process:
1. Locate the workpiece.
2. Apply ink evenly.
3. Silicone head extraction ink.
4. The transfer head prints the pattern onto the product.
5. Drying, testing,and packing.

The advantage of pad printing includes low cost, wide applications so large scale production, clear printing,high quality and speedy.Now,most industries and fields, like TWS earphones all utilize pad printing to produce Logo.
2.Laser marking (laser engraving)
Laser marking uses a high-energy laser beam to directly act on the surface of the material, causing it to instantly melt or vaporize, forming permanent graphic and textual marks.

This method is efficient and effect. The Logo and patterns can leave for a long time and also is worn resistance or color fading.


3.Pattern anodizing:
Pattern anodizing is a type of surface processing technology that is used onto the aluminum alloy surface that can not only achieve rich color but also can produce patterns and Logos. Through ink spray, an anti-oxidant layer is generated onto the aluminum alloy that can also creates patterns on the metal surface. The processes include steps such as printing, deplating, and re-anodizing.
Among these steps, spray printing and de-plating are the key steps. The principle is to create the required picture with spray printing and let the ink soak into aluminum alloy. After de-plating, areas where there is infiltration, the oxide film will grow at a faster rate due to the increased density of infiltrating anions, resulting in the formation of patterns. The maximum ratio of oxide film growth on aluminum alloys with and without anions is 1:47. Simply put, when printing a single color image, the speed of the anode at the area where ink seeps into the uncoated image will increase, resulting in the growth of a pattern.
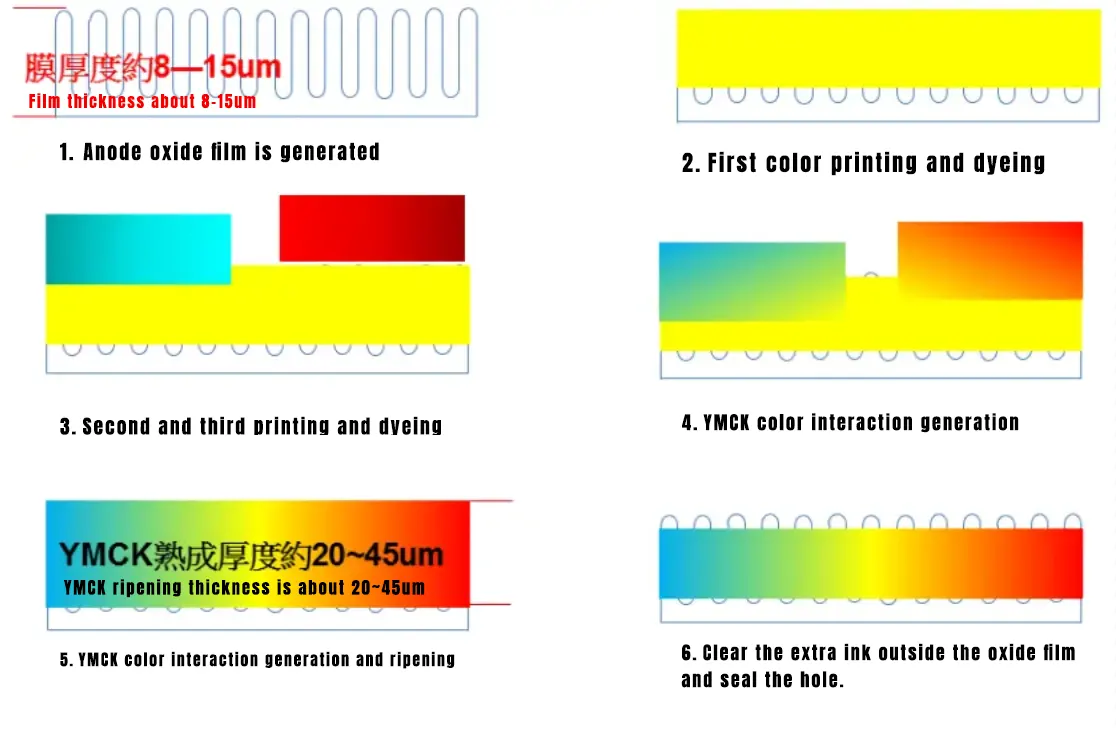
processing types:
Image anodizing: For general anodizing operations, after anodizing and cleaning, offline drying is carried out, followed by printing operations in a clean room. After standing and evaporating for 2 hours, special chemicals are used to seal the holes, clean excess color layers, and seal the holes again. The yield rate of this assignment is about 70-80%.
Floating image anode: For general anodizing operations, after anodizing and cleaning, offline drying is carried out. After printing the image with special ink, it is left to stand for 6 hours, then immersed in the oxide film and coated again for anodizing. Same as above; Due to the requirement of precise alignment when coloring the image after it appears, there are more defects; The yield rate for general geometric shapes is about 75%, while for others it is about 60-70% (depending on the uniformity of the first anodized film).
The biggest difference from anodic oxidation after etching is that the image is elongated, so it is rounded without the sharp edges of etching and biting.
4.screen printing:
Screen printing is the most common surface treatment processing, which uses wire mesh as the substrate and create printing effects with graphics and text, and use photosensitive plate making methods. This process has been mature.
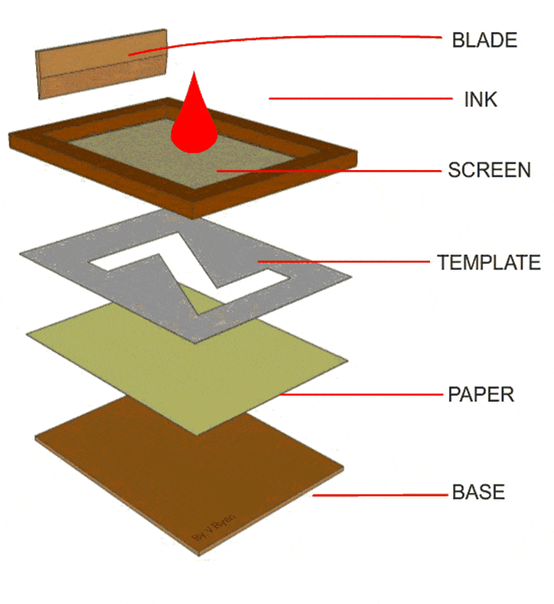
The principle and process of screen printing are simple. It works by utilizing the basic principle of ink penetration through the mesh holes of the graphic and textual parts, and ink non penetration through the mesh holes of the non-graphic and textual parts for printing. During printing, ink is poured onto the end of the screen printing plate, and a scraper is used to apply a certain pressure to the ink area on the screen printing plate while moving towards to the end of the screen printing plate.

While moving, the ink is squeezed from the image area to the substrate by the scraper.
5、 Mold logo integrated molding
By printing the logo integrated during making process, including methods such as electroplating, stamping, electro etching, and chemical etching.
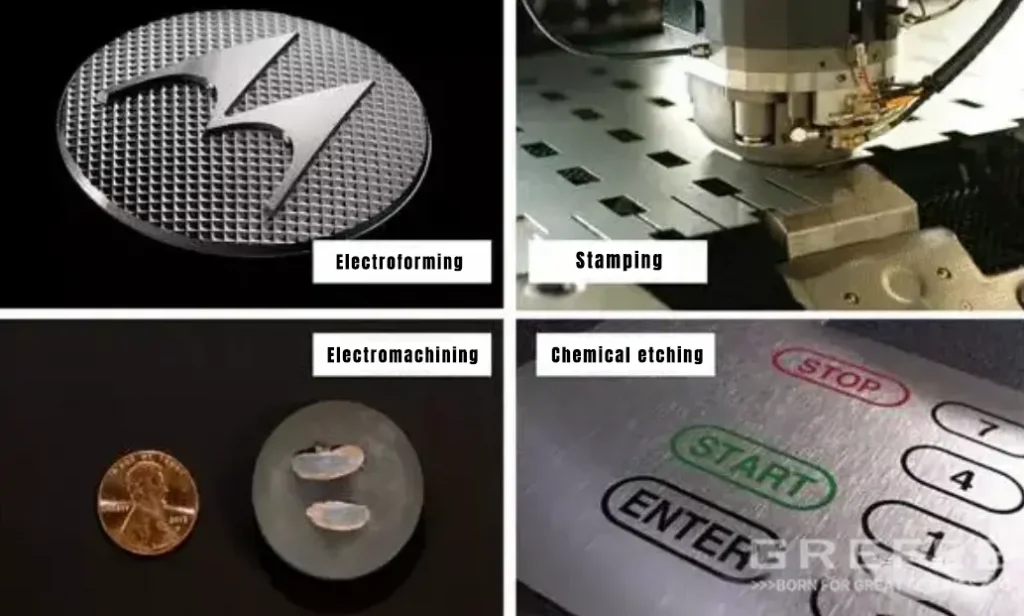
LOGO can be made into uneven and hollow effect, that is integrated together with the product.

6、 Hot stamping and silver stamping
Hot stamping and silver stamping utilize the hot pressure transferring printing process to heat the metallic foil and stamped on the surface of product, creating gold and silver patterns.

Hot stamping and silver stamping is characterized by clear pattern, good looking and rich color, as well as durable.
7. indentation coloring
Indentation coloring works by craving or stamping on product to create the dented margin of LOGO, then coloring the indentation area by painting, electrical plating, screen printing, etc.

This process throws a stark relief visually and also protects the LOGO from being damaged with friction and erosion effectively.
8.Bicolor PVD
Dual color PVD (Physical Vapor Deposition) is a complex vacuum coating technique mainly used for metal materials such as stainless steel.

Bicolor PVD technology requires vacuum extraction and film-forming processes multiple times, providing high hardness and excellent appearance effect.
Main processes include:
Entering the furnace → Vacuuming → Target washing → Ion cleaning → Film formation → Cooling → Exiting the furnace → Removing the original color in the area where another color is needed → Masking → Entering the furnace → Vacuuming → Target washing → Ion cleaning → Film formation → Cooling → Exiting the furnace → Chemical treatment to remove masking, etc.
9.Fit the inlay
This processes can make Logo parts that are made of different materials (like PMMA) reasonably fit with the product, creating a delicate display.

10.Transparent skin & backlight
This process combines optoelectronic design elements and the product surface utilizes transparent material (like plastic or rubber), through spray painting to make the whole body intransparent, and also add LED lights on the back of the packing to achieve transparent LOGO effect.

MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?
Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.