Lightweight Design of Injection Parts: Micro Foaming Injection Molding Process

Posted on : Oct 18 , 2022 By GREFEE

At the moment, many technologies emerge in the lightweight field of automotive nonmetallic materials, such as micro foaming weight reduction technology, thin-walled weight reduction technology, low density weight reduction material technology, carbon fiber reinforced material technology, biodegradable material technology, etc. Compared to the structure optimization or manufacturing process upgrading, the focus of automotive enterprises and parts manufacturing industries are more on the research and development of light weight material. The micro foaming technology is one of them.
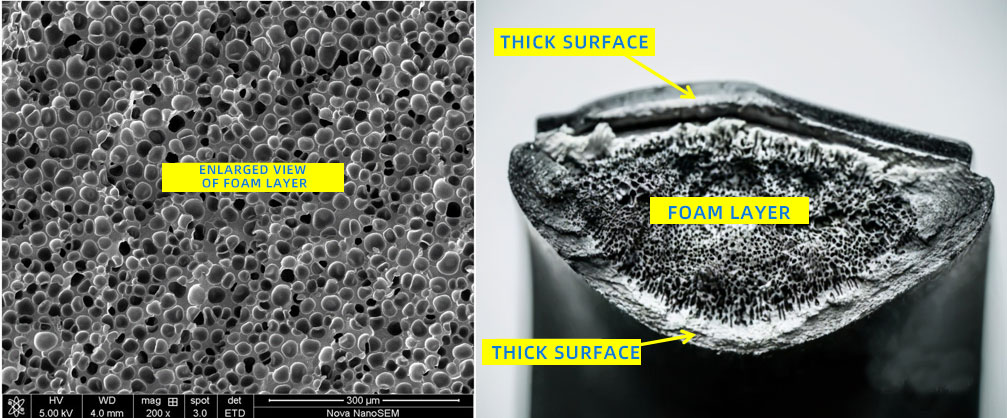
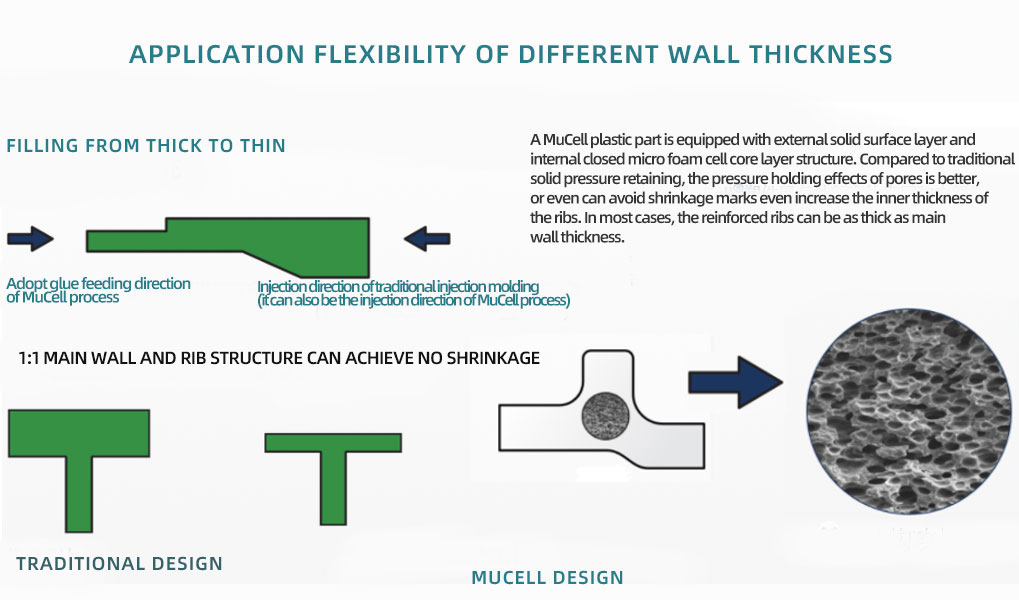
The micro foaming technology is used to form a honeycomb cell structure inside the product through extrusion, injection molding, hollow and other molding processes. After the product is planed, the cross section area looks like a sandwich structure. With a thick surface layer at the top and bottom, and a foam layer with a microporous structure in the middle.
Micro foaming technology was first proposed and invented by MIT.
Due to the large aperture, regular foam plastic (like EPS, EPE and other packaging foam) usually does not belong to the micro foaming. The microcellular foamed polymer has much smaller pores (average diameter of 1 to 100μ m, sometimes even 0.001 mm or less), and the density of pores are larger (pores density is within ten thousand to one million / cubic centimeter) and thus is called a micro foamed polymer.
1、 Comparison between micro foaming injection molding process and traditional injection molding process:
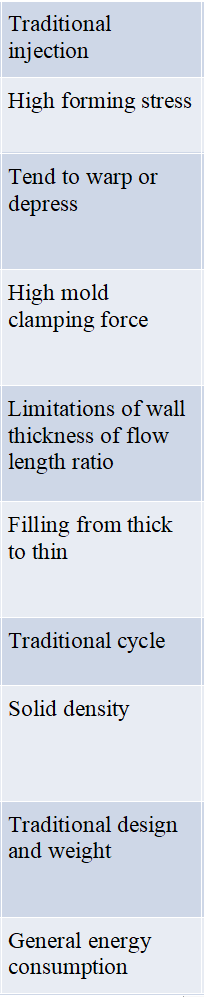
Advantages of micro foaming injection molding technology
1. Cost reduced
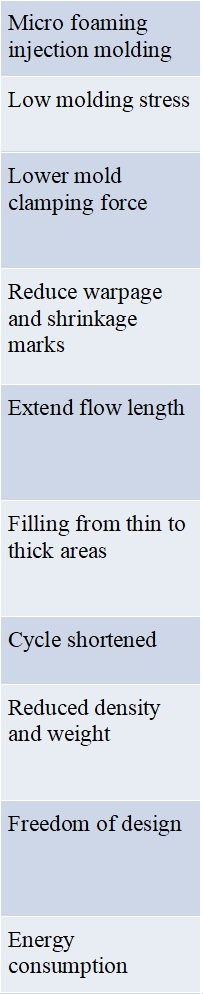
Shorten forming cycle (generally can be as short as 15%-30% molding time)
Increase yield amount
Use injection molding machines with small tonnage
The foaming of melt can make up the shrinkage of mold walls. Thus, the mold clamping pressure needed for foaming is relative low, over even without mold clamping pressure under the ideal status. The interior mold pressure connected with this is also lowered compared to the traditional injection pressure. Consequently, the temperature of melt and mold are relatively low, which is presented as the time for pressure holding and cooling is shortened. So, the yield for each injection machine per hour increased by 20-30%. As MuCell technique has lowered the viscosity of materials and eliminated the holding pressure of injection molding machine, injection molding machines with smaller tonnages can be adopted to lower the cost.
2. High degree of freedom in design, improve product quality
Flow from thin to thick wall areas
Main wall and reinforcement structure (1:1)
Longer flow length ratio
Reduce warpage and deformation
Micro foaming injection molding makes the design of parts flexible and modified. Appropriate material thickness shall be matched at the parts with strength requirements. Reducing wall thickness at non-structural areas. Improving and filling at the thin cross-section area of the gate. In the meantime, at the thick section of the filling end, the bubble growth provides pressure retaining. When using thick reinforced ribs to meet the structural requirements, reducing the thickness of main plane. The MuCell technique usually can improve the key dimension by 50-75%, such as flatness, roundness and warpage. At the same time, it also eliminates the shrinkage marks. The reason for improvement is that the stress is created during the MuCell ® Process molding, rather than uneven stress in the traditional molding.
3. lightweight
Weight is reduced due to the reduction of density
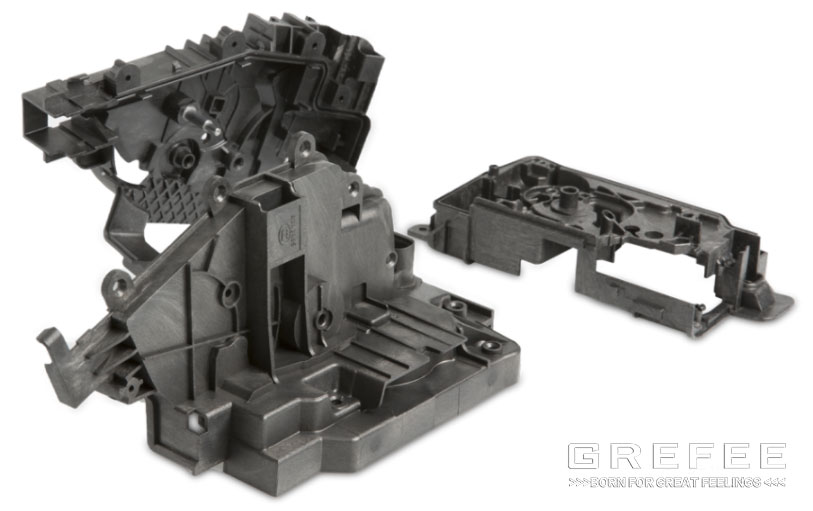
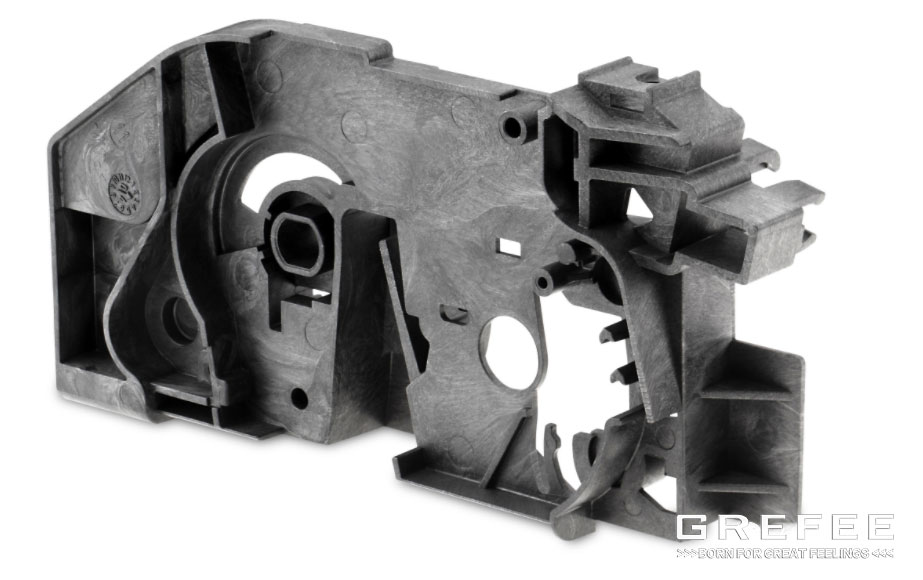
Inside the products made of micro foaming injection molding, there is honeycomb structure. After planing the product, the cross-section is sandwich structure with thick skin at the top and bottom, and foam layer with microporous structure in the middle. Generally, more than 20% of the weight of materials and products can be reduced with promising certain performance of the products.
In addition to weight reduced, there are some satisfied properties compared to traditional injection molding. The micro foaming structure improves the thermal insulation and noise reduction.

4. High sustainability
Lowers the consumption of petroleum raw materials
Lowers the consumption of petroleum raw materials
Recyclable
MuCell is physical foaming process, of which some advantages is better than chemical foaming. The process operation window is wide. There is no chemical additives on the final parts. Last but not the least, as the chemical properties of polymer will not be changed by process, foaming parts made of MuCell technology can be recycled according to polymer categories.
2、 Classification of micro foaming process
According to the different blowing agents are used in the materials, the micro-foaming technology can be divided into physical foaming and chemical foaming.
1. Chemical foaming
Chemical foaming utilizes the gas produced by chemical methods to make the plastic foam. The chemical blowing agent added to the plastic is heated to decompose and release gas for foaming. Besides, using the gas released through chemical reaction between between plastic components.
Characteristics of chemical foaming: the foaming agent is added into the plastic and plasticized and foamed together with the plastic in the barrel without adding equipment. The nozzles adopt self-locking nozzles. The injection molding process of foamed plastics with chemical blowing agent is basically the same as the general injection molding process. Heating, mixing and plasticizing of plastics, as well as most of the foaming expansion are completed in the injection molding machines. It can be completed with ordinary injection molding machines. Only when adopting high pressure foaming processing, a secondary mold clamping and pressure retaining device can be added.
Classification of chemical foaming
(1). low pressure foaming
The difference between low pressure foaming injection molding and ordinary injection molding is the cavity pressure of mold is lower, about 2~7MPa, and that for ordinary injection molding is about 30~60MPa. Low pressure foaming generally adopts underfed injection, which is to inject fixed amount of melt into the mold cavity (the mold cavity cannot be filled). The gas released by the foaming agent will inflate the plastic and fill out the cavity. Undergo low pressure foaming injection molding with ordinary injection molding machines usually combines the chemical foaming agent and plastic together. Self locking nozzle must be used for plasticizing in the barrel. During injection, due to the fast expansion of gas, the surface of products will be rough, so the injection speed must be quick. Generally, the supercharger can be used to increase the injection speed and injection volume to complete the injection immediately.
Characteristics of low pressure foaming injection molding: can produce large-scale and thick products. The surface of products is dense and can be printed and coated. The cavity pressure, mold clamping force, manufacturing cost are low. The disadvantages of it is poor surface finishes, which can be improved by increasing the temperature of mold.
(2). high pressure foaming
The mold cavity pressure of high pressure foaming is 7~15MPa, which adopts fill to the full. To obtain foaming, expanding mold cavity or making part of the plastic flows out of the mold cavity. Comparing the injection molding machine with expanded cavity method and ordinary injection molding machines, it has secondary mold clamping and pressure retaining device. When the melts of plastic and foaming agent are mixed and injected into the mold cavity after a period of time, the movable template of the clamping mechanism moves backward for a short distance, separating the movable and fixed molds to expand the mold cavity. The plastic inside the mold cavity starts foaming and expanding. After the products are cooled, a dense layer will be formed on the surface. Since the foaming of plastic inside mold cavity is controlled by the template of movable plate. Thus, the thickness of dense layer can be controlled. The plate of movable mold can be moved as a whole, or can be moved partly to obtain products with different density through local foaming.
Advantages of high pressure foaming: flat and even surface, clear and can show the fine shape in the mold cavity. Disadvantages: high manufacturing accuracy of molds and high cost, especial has high requirements for secondary mold locking and pressure maintaining of injection molding machines.
(3). Two component foaming method
Two component foam injection molding is a special high-pressure foam injection molding, which adopts the special injection molding machines with two sets of injection devices: one is the surface of the injection product, and the other is the core of the injection product. Plastic with different formulas are injected into mold cavity of same set of mold according to orders to obtain light weight products with dense layer and foaming core. For large-scale products, the core can be mixed with leftover materials, filler materials, and other products to largely reduce the cost of products. The selection principle of surface material and core foaming material: two kinds of plastics must have good adhesion (see Table 1). Expansion and contraction are the same or close. The thermal stability and fluidity are similar. Generally, foaming materials include PS, ABS, PE, PP, PA, PC, as, PPO, PMMA, etc. The filler of the core includes glass fiber, glass beads, ceramic particles, etc.Two component foam injection molding usually has the following two cases:
One is surface plastic A and core plastic B is the same kind of plastic. B type has foaming agent.
Another one is that A and B is not the same kind of plastic, but can be adhered nicely. A has reinforced materials containing fiber categories. B has foaming agent and filling material. The process of injection molding is to start from A. After part of the plastic has been injected into the mold cavity, injecting the rest into the cavity through B. B pushes A toward the edge of the cavity, but does not break A. After is mold cavity is fully filled, refill a certain amount of a to clean B in the flow channel to avoid the B foaming structure around the gate affecting the appearance, and prevent material B from getting into the A to be injected next time to form surface foaming. Delay for a period of time after the mold cavity is filled, the moving mold is opened for a certain distance to control the foaming of plastic B. During the process of injection molding, the temperature of plastic melt, the temperature of mold, injection speed, injection pressure and other factors music be controlled to ensure the material B can successfully pushes material A to the edge of mold cavity to form even surface layer, but not break it.
Characteristics of two-component foamed injection molding products: large flexural rigidity. Good surface quality of thick wall products, no dent. core material is cheaper, which reduces the cost of the product. High surface finish of the product.
2. Physical foaming method
Simply, using physical method to make plastic to foam. Generally, there are three methods.
(1). First, the inert gas is dissolved in the plastic melt or paste under pressure, and then the gas is released under reduced pressure to form pores in the plastic and foam.
(2). The low boiling point liquid dissolved in the polymer melt is evaporated to form foam.
(3). adding empty balls into the plastic to form foam.
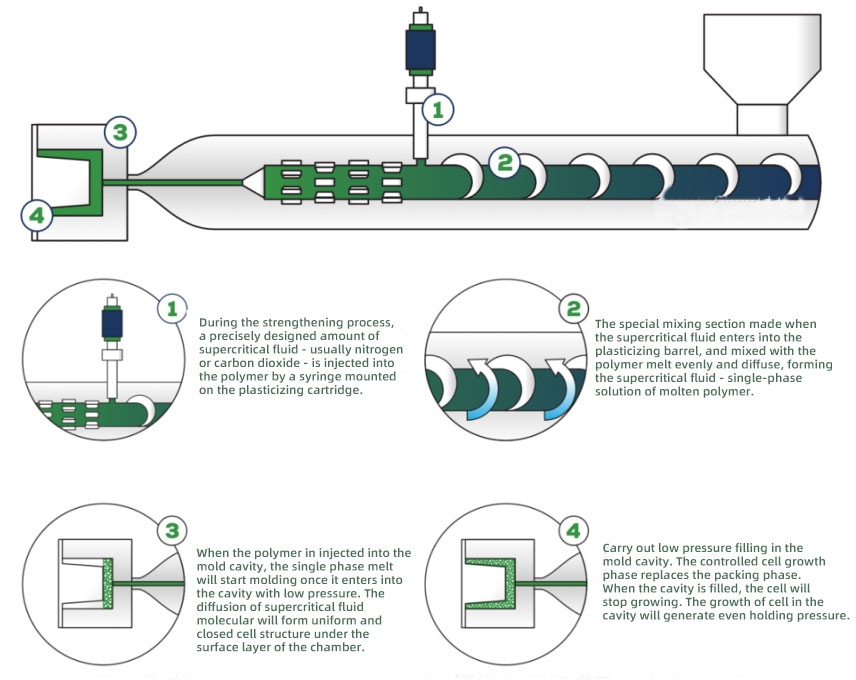
Currently, the first one has the fastest development and the widest application, especially marked by the MuCell Microcellular Injection molding process of Trexel. The cost for the physical foaming agent used by Mucell micro foaming injection molding is relatively low, which is due to the lost cost of carbon dioxide and nitrogen. It not only can prevent inflame but also avoid pollution. Thus, its application value is relatively high. In addition, physical foaming agent does not produce waste and has less effect on properties of foaming plastic. However, it requires specific injection molding machine and auxiliary equipment. The difficult degree of technology is high (full-automatic injection molding equipment, positioning and controlling screws and increasing injection volume, and the plasticizing unit with specially designed screws is the core of the system). Thus, in the early stage, chemical foaming is the main method. With the development of technology, the advantages of physical foaming gradually being found.

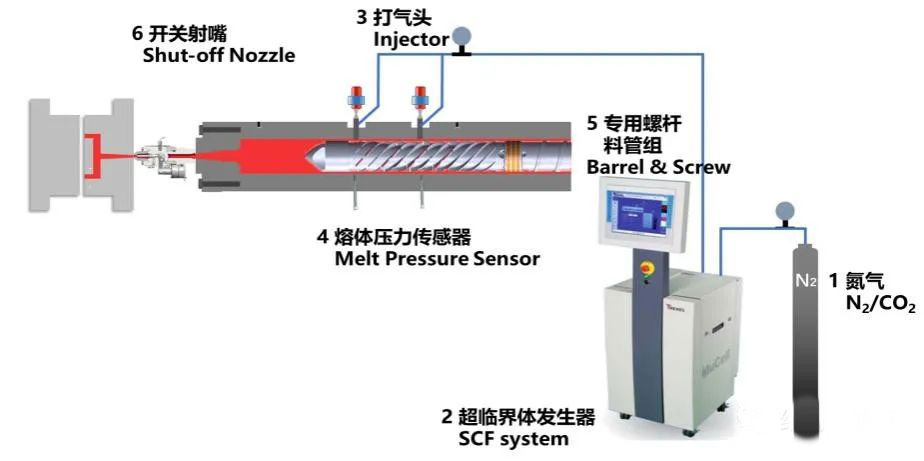
The MuCell injection molding is to pressurize the gas (N2 or CO2) to a supercritical state and inject it into the melt glue of the material tubes. Through the screw bar, the two are mixed into a single-phase fluid. The supercritical fluid will cause thermal imbalanced due to the immediate pressure dropping during the injection molding process, making the gas gets into the mold cavity will diffuse and nucleate from the melt and grow into uniform fine bubbles. The melt adhesive containing fine bubbles will be cooled and cured thorough molds to obtain the honeycomb like internal structure finished product.

Mainly include four steps:
Video 2: MuCell Injection Molding Process
3. Comparison of chemical foaming and physical foaming
1. Controllability of process parameters
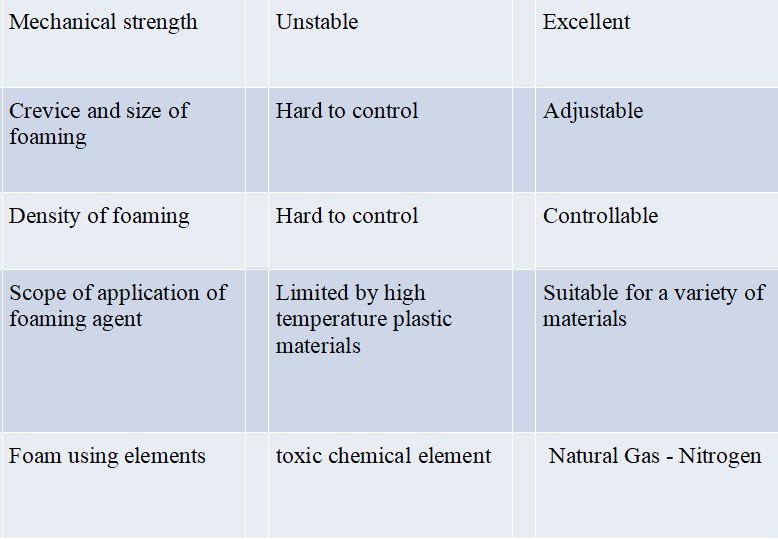
Although chemical foaming indirectly introduced a blowing magnet via a metering service and it operates simply, but the technique is not controlled directly, which only can be adjusted through temperature adjustment and speed of screw bar. Even though the MuCell is a bit of complicated, but the gas can be directly injected can ensure the flow is clear and controllable. The production is duplicated. Its advantages include great mechanical strength, the density and crevices of foam are easier to control compared to that of chemical foaming, and it is non-toxic.

2. Cost advantage
Even though chemical foaming can adopt standard injection molding equipment with low investment, and the investment of MuCell is high, but its operation cost is obviously lower than that of standard injection molding equipment. The low operation cost is due to the reduction of the foaming cost and consumption of raw materials. Compared to chemical foaming, the cost of physical foaming is 80% less, especially for large volume production, so the cost advantage is significant.
3. Product performance chemical foaming
Different types of foaming agents are suitable for the decomposition of foam under different temperatures. For thin walled products, using chemical foaming agent will affect the surface quality and greatly reduces its chemical properties. Moreover, chemical foaming cannot significantly reduce the density economically.
Many endothermic chemical blowing agents generate water and CO2, so the water absorbents are needed to prevent degradation of the polymer melt due to the presence of water. The difference in the production batch numbers of the gas blowing agent leads to the adjustment the production process at any time during the production process. In addition, chemical blowing agents are difficult to use in processing high temperature resins due to their inherent poor thermal stability. Chemical blowing agents often remain in the resin or produce by-products. Resins with by-products or undecomposed chemical blowing agents often degrade the part’s aging resistance and can cause blockage of mold vents. Moreover, the scraps produced during the processing are difficult to recycle on-site.
Products made of MuCell physical foaming have great properties. There is no chemical additives left on the final products. Most importantly, as the technology does not change the chemical properties of polymer. Products made of MuCell physical foaming can be recycled according to the categories of polymers.
4. Defects
MuCell equipment can also be used to produce solid injection molding components, but the short plasticizing area will be a shortcoming to some extent. Therefore, if there is a production demand for solid injection molding, it is recommended to replace the MuCell equipment with standard injection molding equipment.
4. Comparison between micro-foaming injection molding and gas-assisted injection molding
Gas assisted injection molding can produce products with great surface quality. By special designing of mold and products, the internal design of thick wall products can realize the gas-assisted injecting molding, which cannot be achieved by micro foaming. Moreover, the surface quality of products can not be guaranteed, too.
However, gas assisted injection molding usually is used to eliminate the shrinkage marks of products. Thus, micro-foaming may be a better choice in terms of this aspect since it can greatly reduce the weight of products to shortens the time for circulating and forming. Moreover, it reduces the possibility of warpage and eliminate the shrinkage marks in the meantime.
During the MuCell forming process, due to the break of pores on the surface, the flow marks are generated, which affects the appearance of products. Thus, for products with high requirement on transparency and surface quality, micro foaming injection molding technology should be paid attention to.

5. Micro-foaming injection molding process
As a light weight technology, due to the advantages of cost and processing, MuCell foaming has been widely applied globally, mainly for automotive, 3C, medical appliances, packaging, and consumer goods.
1. Auto parts: interior and exterior trim, engine compartment parts and other products


2. electrical products, home appliances products, electronic products

3. Consumer goods

MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?
Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.