Die casting case for automobile gearbox of Ford

Posted on : February 14, 2022 By GREFEE
A set of successful research and development in die casting moulds is a huge system engineering which integrated with varieties of technologies which include materials, heat treatment, mould design, die casting technology, processing technology, assembly technology, production management and quality control, etc.Customized die casting solution is a very important part, and the reasonability of technology directly affecting the part quality and its post production.
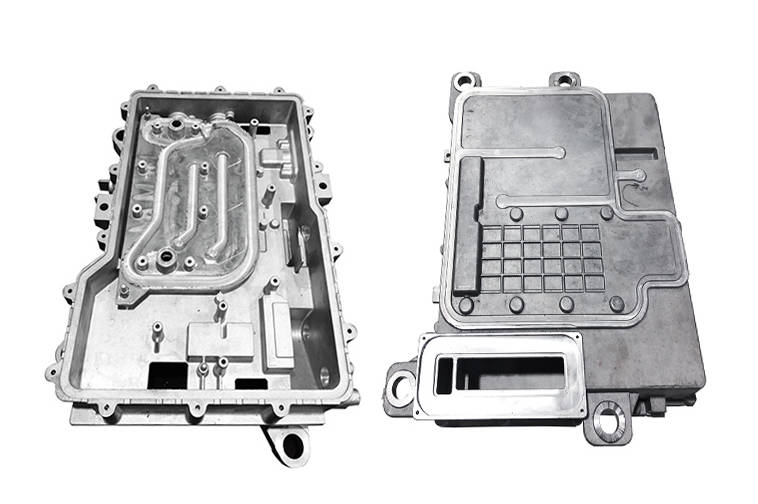
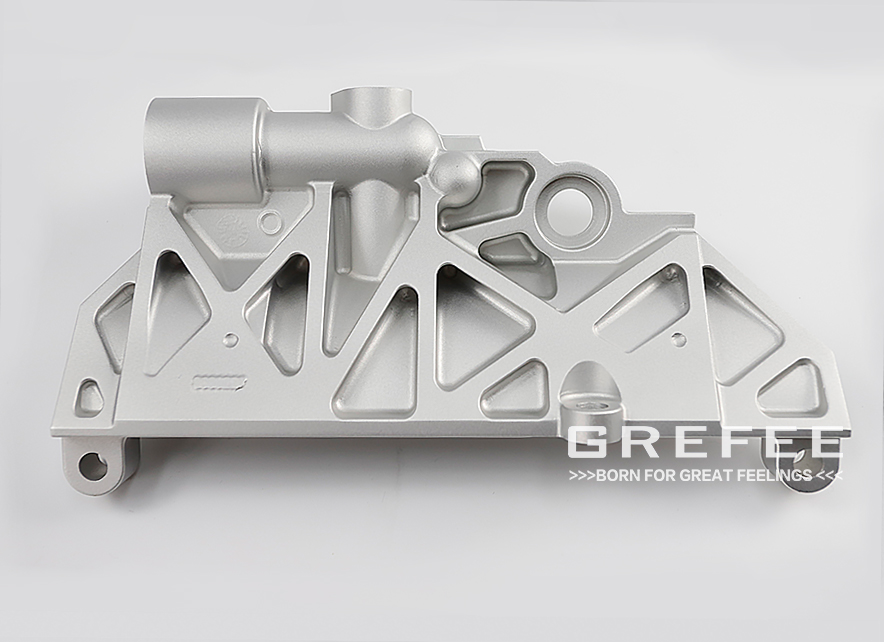
Automobile gearbox is the most critical part of automobile transmission system. The gearbox shells usually have intricate complicated structures, and are hard to manufacture. For these complicated die casted components, a good die casting design solution plays a decisive role in the product quality. This article will introduce the case in detail for Ford automobile gearboxes made in GREFEE.

Material analysis for die casted gearboxes:
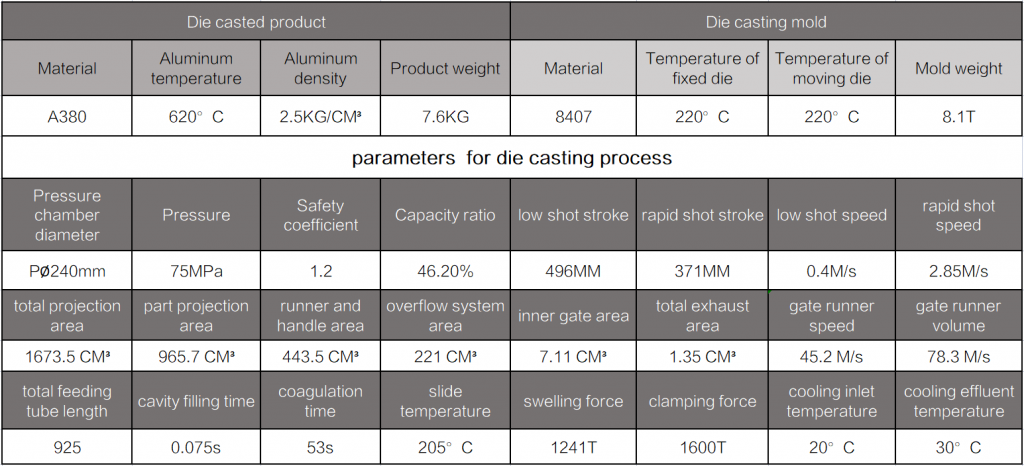
The material for gearbox shell is A380, which has good properties of fluidity, wear resistance, air tightness and heat cracking resistance. It is a perfect combination of casting, mechanical and thermal properties.
Its comprehensive casting properties are suitable for the manufacturing and production of gearbox shells, and the analysis for its chemical composition and mechanical properties as below shows:



Analysis for the early-stage problems of die casted components:
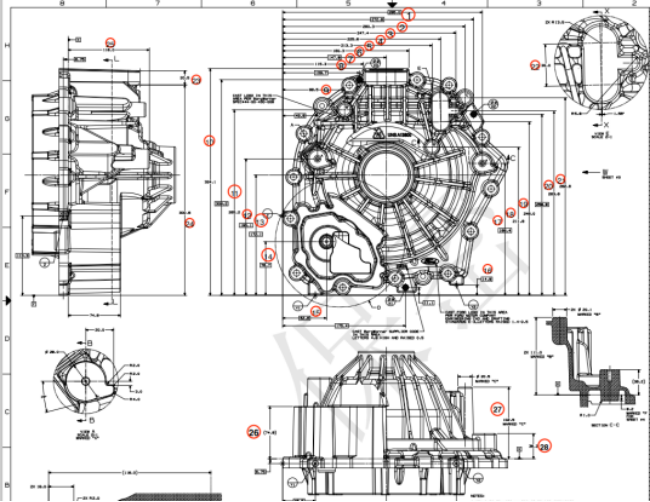
The boundary dimension of the gearbox shell is around 322mmX321mmX203mm, and the weight is around 7.6kg. The structure feature of this thin-walled casted part is that the average thickness is around 4mm. There’re many boss, pits, and mass of reinforcing ribs and bolt holes. The complicated geometric shape is easy to block the melted metal flowing so as to cause poor filling. After CAE analysis and scientific calculation, we decided to adopt die casting machine(1600T) for production. If there’s any problem in customer’s drawings, GREFEE team would improve and modify after discuss with customer, then submit the solution to the customer for reviewing.
Optimizing design of die casting technology
Die casting mold for gearbox shells works in severe environment requiring highly in performance, and has complicated structure with large difference in wall thickness. Die casting mold is required to pass leakage testing under high pressure, so defects of cold insulation and air holes that can cause leakage in casting, which are our priorities to be avoided and solved. To solve these problems, must make synthetic judgment from aspects of mold structure, parameter design and CAE analysis, improve the die casting process, optimize designing, and conduct reasonability verification through production testing.
Design of pourung system:
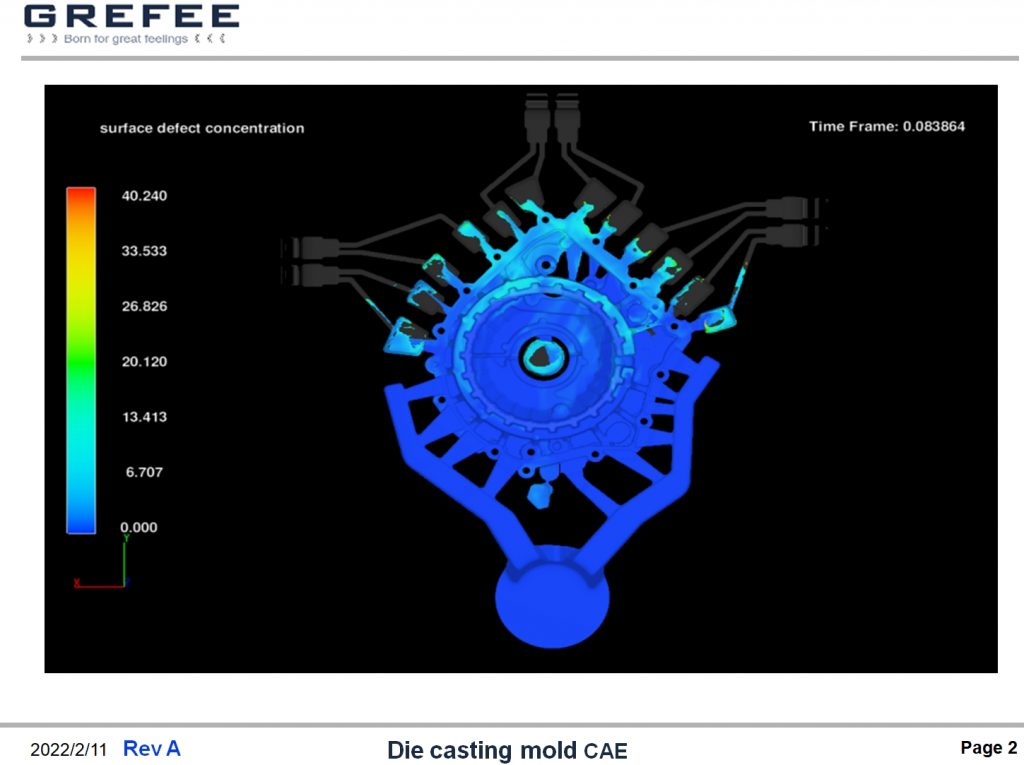
The designing of pourung system should ensure the shortest flow as much as possible. The melted metal from both two sides are fed synchronously, reaching the peak synchronously, and are pushed out in parallel together with air and waste and without causing air trapped at the ends. According to the simulation analysis results, this pourung System is an ideal solution. Please check the detailed CAE analysis report.
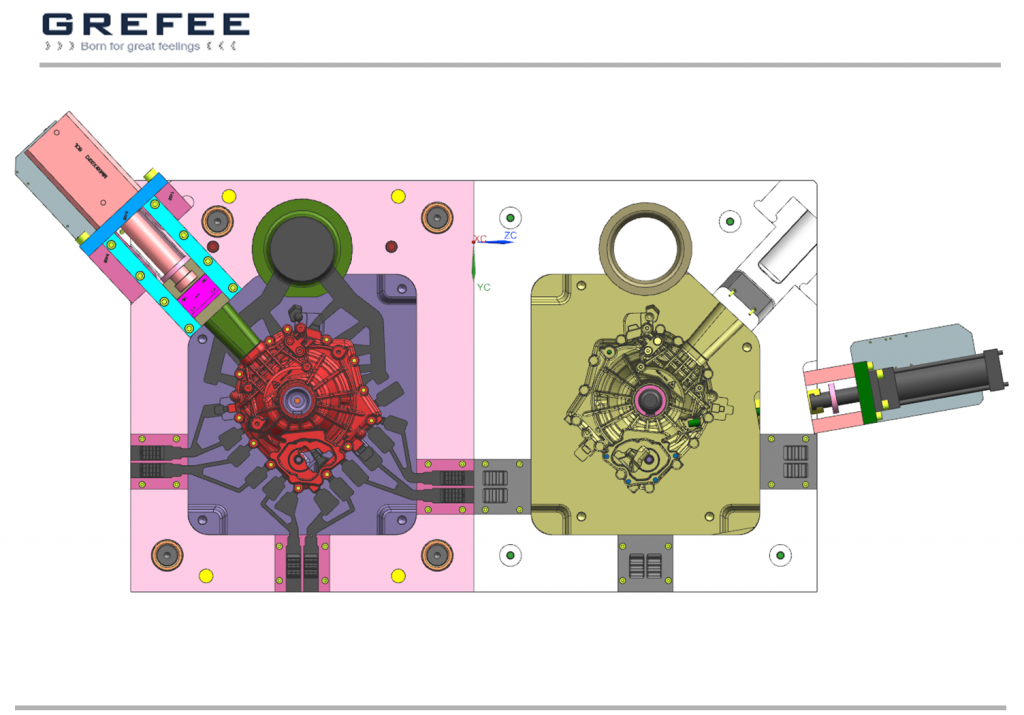
Design for die casting mold:
This die casted part is a car gearbox shell working in severe environment, prolonged exposed to high temperature, high pressure, high humidity or cold, jolting, and dust, with relatively large size and complicated structure, and requiring high air tightness, so it has higher requirements on designing, machining and die casting. As for material, choose steel 8407 from Uddeholm Tooling( Sweden), which has excellent properties of resistance to plastic distortion, thermal wearing, thermal impact cracking, and thermal fatigue cracking. Please check detailed DFM analysis and 3D mold design.
GREFEE determined the mold structure and made the die casting mold for the car gearbox shell according to the final die casting processing solution and technology parameters. Then in mold trial, set the initial temperature of the mold at 210℃, we didn’t find obvious defects on product when the mold achieve the thermal balance with the gradually temperature rising. Finally determined the related die casting parameters after comprehensive consideration and calculation based on the characteristics of mold and part.
Quality inspection for die casted gearbox shell.
Based on GREFEE’s rich experience in the similar projects, there may be problems in the die casting production, such as partial holes, unstable key dimensions, or low pass rate, usually in following several aspects:
- Product distortion occurs in demolding caused from too large holding force.
- Pulling damage occurs inside shift shaft holes.
- Cold insulation occurs at the end face or intersection of reinforcing ribs.
- Cracks occurs in small corners.
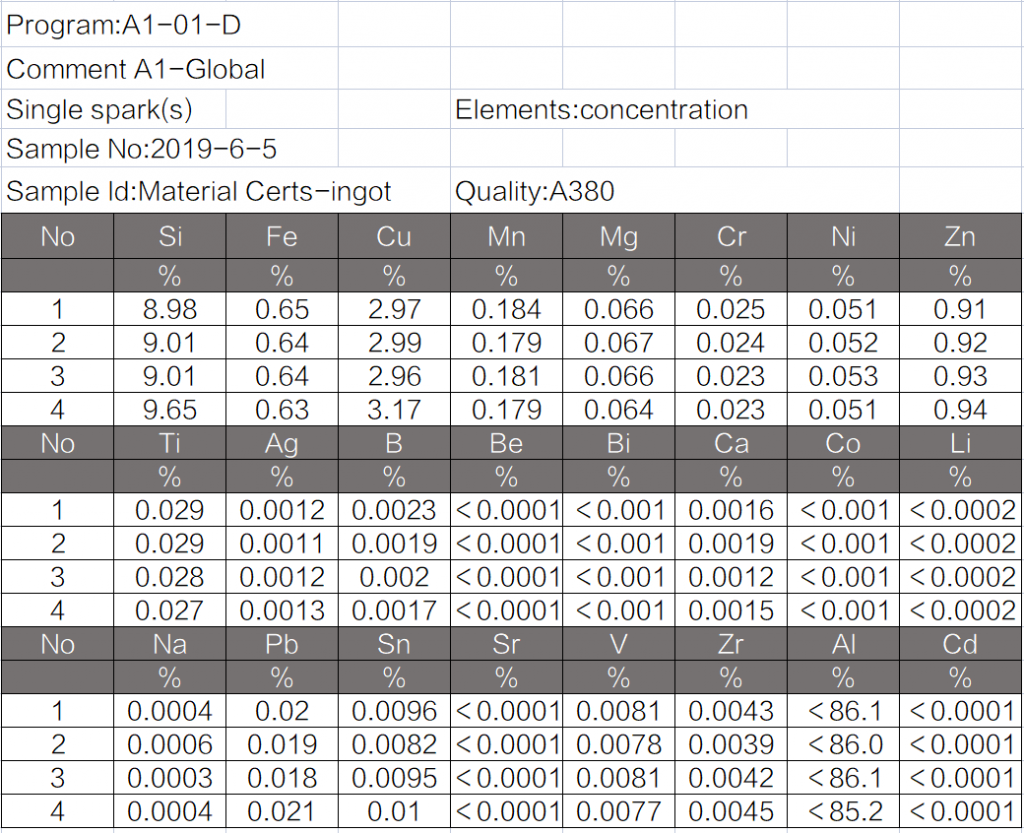
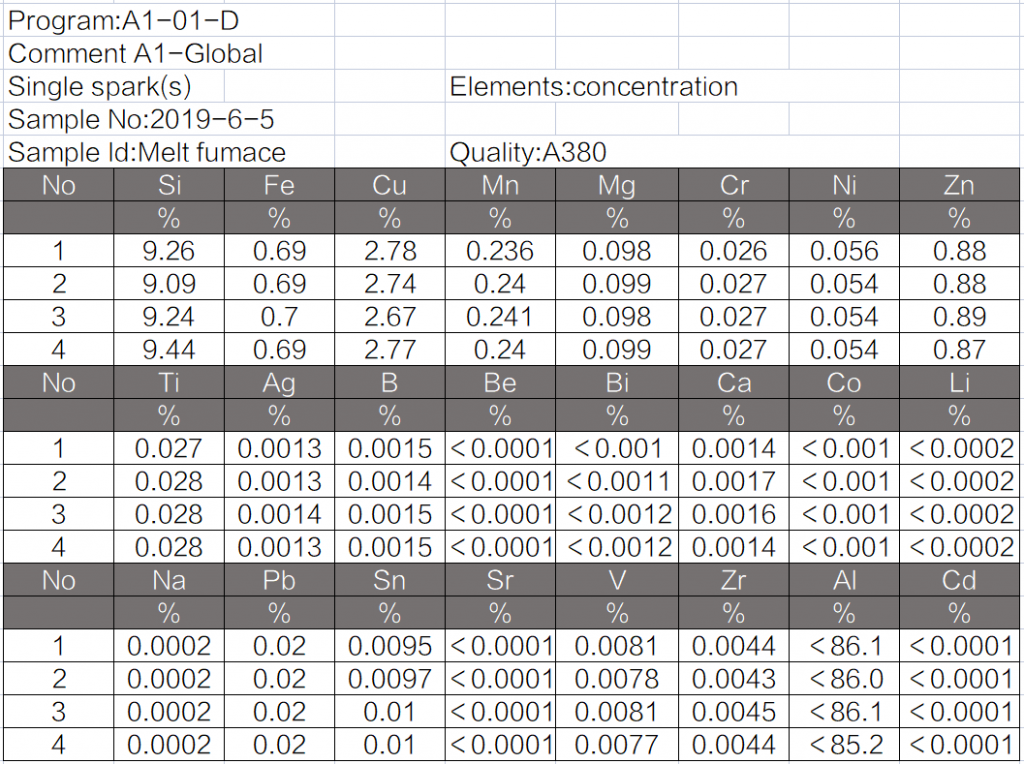
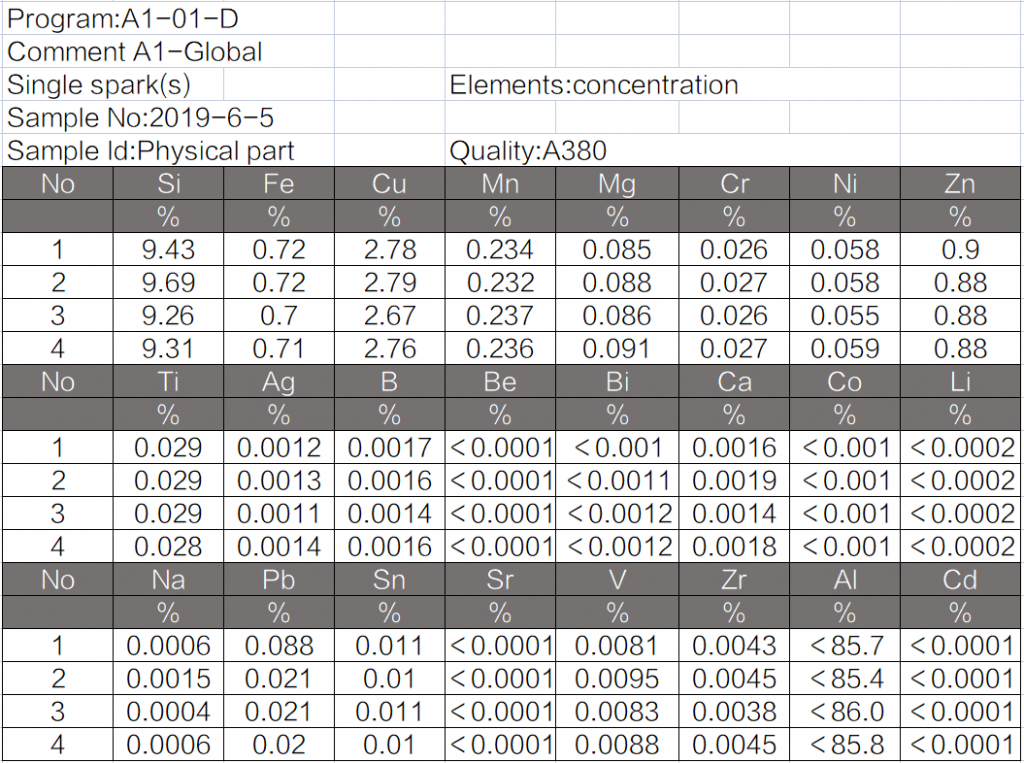
Material inspection: we conduct composition inspection of die casting materials by spectrometer to ensure the materials we used are qualified for product requirements and to avoid making incorrect failed die casted products that do not meet automotive standards by using wrong or other unqualified materials。GREFEE will test the die-casting raw materials in three conditions, and they are material certs Ingot, melt furnace and physical part. Then minus the data from these three tests. If the value after subtraction is less than 0.01, it is qualified. If not, otherwise, need re-production.
Surface inspection: we mainly visual inspect the surface of die casted parts, usually common defects on surface are:
Strain: along the direction of demoulding, pull damage occurs on die casted part surface caused from too small mold draft and metal stickiness, in severe cases, it’s even called the strained surface.
Layer marks: there are obvious metal layers in casted parts.
Water waves:smooth stripes can be seen on casted part surface. Water waves:smooth stripes can be seen on casted part surface.
Cold insulation: obvious, irregular, and sunken line marks(penetrating and non-penetrating) on casted part surface with tiny and narrow shape and sometimes smooth edge with a possibility of break.
Cracking: thermal fatigue on the surface of the mold cavity causes network bulges and metal flash on casted part surface.
Sunk: smooth sunk marks occur in thick area of casted parts.
Short-casting: there are insufficient areas on the casted part surface, causing unclear outline.
Flash, burr: thin metal sheet, rough or sharp edges occur at the edges of parting surfaces.
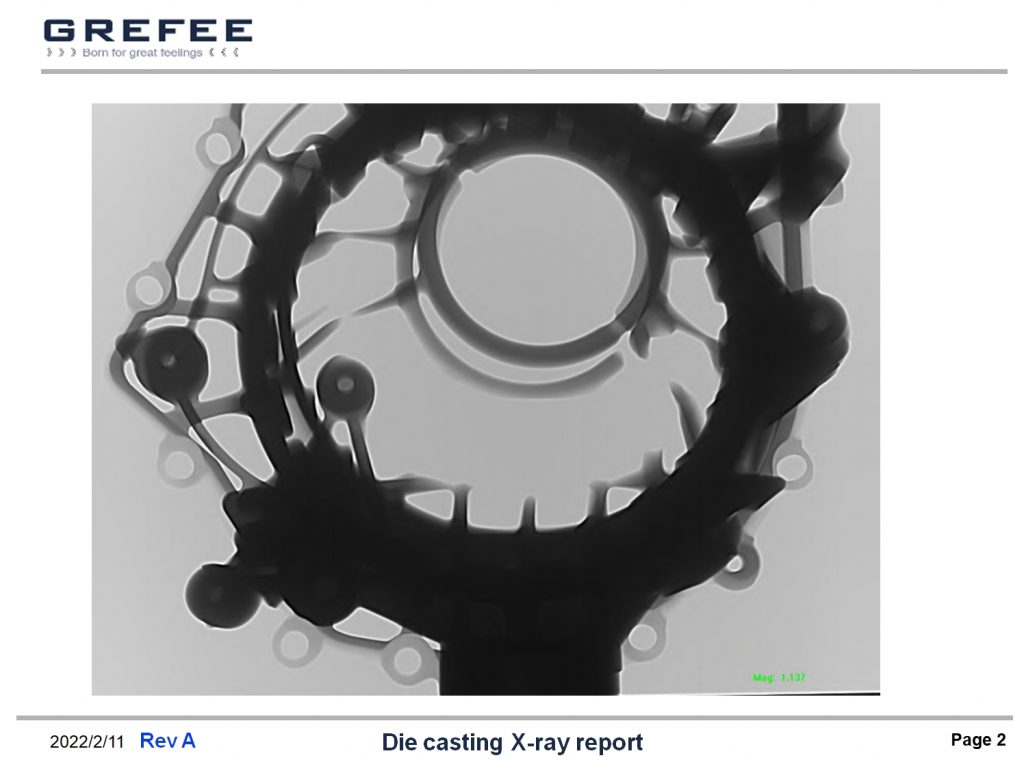
X-ray inspection of die casted parts (inspection of internal pores)
Holes exceed standard size inside casted parts will directly affect the mechanical performance of the product, so we must determine the location and size of holes inside the product through X-ray inspection. For gearbox products, we conduct 100% X-ray inspection to ensure that each product is qualified.


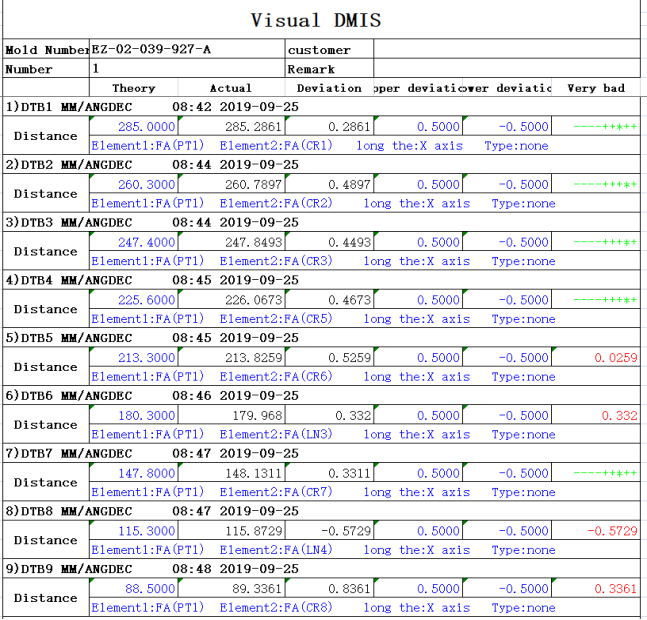
Dimension inspection:
The dimensions of die casted parts are mainly inspected by CMM and profile projector. Combined with the specially designed inspection gauges, GREFEE QC department can measure accurate data to identify whether the part meets the dimensional requirements.
Conclusion of Ford gearbox:
For the production of Ford gearboxes, the pass rate was beyond 98% from statistics. Our die casted products are the best proof of GREFEE’s proficiency specialty in high-end complex die casting technology.
GREFEE is equipped with more than 10 die casting machines, with the maximum die casting machine 3500T which can meet the production requirements of large-sized die casted products. Besides, we have more than 50 post-processing and inspection equipments. What’s more, we are constantly improving our manufacturing capacity every year. GREFEE team is always at your service. GREFEE can perfect products for you.



Try GREFEE now,for free
We keep your uploaded files confidential and secure.