Rapid Prototyping could be an Advantageous Methodology
Before mass production, you need to test your project with rapid prototyping

Posted on : May12, 2022 By GREFEE

In the fast domain, rapid prototyping technologies that have been playing a dominant role include FDM, SLA, SLS, LOM, CNC, injection molding,3d systems rapid prototyping,etc. Each process has its characteristics. In this article, we will make a comparison of different technologies. Many rapid prototyping companies also choose the above methods.You can also contact the GREFEE engineering team for support.
FDM(fused deposition Modeling) filamentous material selects melting rapid prototyping technology. Since it does not use the laser as forming energy to melt various kinds of silk materials (such as industrial plastic and polycarbonate), then stack-forming is known simply as selective cladding of filamentous material.

Principle: the computer-operated heating nozzle performs plane motion according to the section contour information of parts. The thermoplastic filamentous material is transported to the molten nozzles by the wire feed mechanism and is heated and melted into semi-liquid status before being squeezed out. The material covers the working plate selectively and forms a 0.127mm thick, thin sheet profile after rapid cooling.
The working table will decrease to a certain level after each finished section forming and then process the cladding of the next layer. Seems like outlining each layer. By doing so, a final product of 3D products is completed. This technology has multiple material selections, such as engineering material, polycarbonate, engineering plastic PPSF, ABS, PC mixture, etc.
The advantages of rapid prototyping are clean, no waste, toxic gas and chemical pollution generated, and easy to operate. It is particularly well-suited for the conceptual molding of product design and the shape and function test. The specific developing medical material ABS-i is widely used due to its high chemical stability. This material can be sterilized by the gamma ray and other medical methods.
Advantages of the FDM rapid prototyping:
Its manufacturing system can be adopted into the office without toxic gas or chemical substance pollution; It is simple to operate without too much waste generation, and forming of products can be done at one time. The unique water-soluble supporting technology removes the supporting structure easily and can construct bottle shapes or hollow parts and one-time forming and assembling structural parts.
The raw material is provided in the type of the material rolls and is easy to transport and replace quickly. There is multiple color selection, such as multi-color engineering plastic and medical ABS, etc.
Disadvantages of rapid prototyping:
The forming accuracy is lower than SLA rapid prototyping, and it also needs to be improved on the highest accuracy and forming surface cleanliness.
SLA rapid prototyping : selective curing of photosensitive resin is the simple name of the technology which takes the stereolithography with a slow forming speed, which is the first developed rapid technology. The reins groove is filled out with liquid photosensitive resin that will be solidified quickly under the UV laser beam.
At the beginning of the forming process, the working table stays at one layer thickness below the liquid surface.
After focusing, the computer-controlled laser beam will scan the resin along the surface according to the section outline requirements to solidify the already scanned resin to obtain the thin resin layer of this section outline.
After that, the working table will drop to the next layer, and the already solidified thin resin layer is covered by a new layer to prepare for the next layer. A New solidified layer stick on the last one. Repeats the procedures until the whole product completes, then the working table comes out of the liquid resin surface. Takes out the part and cleans it, then removes the support for the second curing, surface cleanliness, and other treatments.
The selective curing of photosensitive resin is suitable for making medium and small-size parts, which can obtain resin or similar engineering plastic products. The key is to make simple assembling, inspection, and technology plans in manufacturing conceptual modeling prototyping.
Its advantages : high surface quality, high forming accuracy, 0.1mm accuracy (Chinese standard: 0.1-0.3, high volatility, and high resolution.
Disadvantages of SLA: SLA needs to be processed in a specific laboratory environment with post-treatment needed in forming parts, such as secondary curing, moisture-proof treatment, and other processes. However, its poor dimension accuracy and resin absorbing the water in the air result in overall dimension accuracy decreased due to the warpage and deformation on thin and soft areas.
The service life of the He&Cd laser tube is only 30 hours. Due to its long forming time (scanning and curing of the whole section), its manufacturing cost is high but material selection is limited, which must be photosensitive resin.
The resin parts cannot tolerate durable and thermal performance tests in most cases. However, the photosensitive resin pollutes the environment and causes allergies which need a support structure to ensure each structure is positioned properly in the forming process. The support structure needs to remove manually before the structure has not fully solidified, or will lead to the final product being damaged.
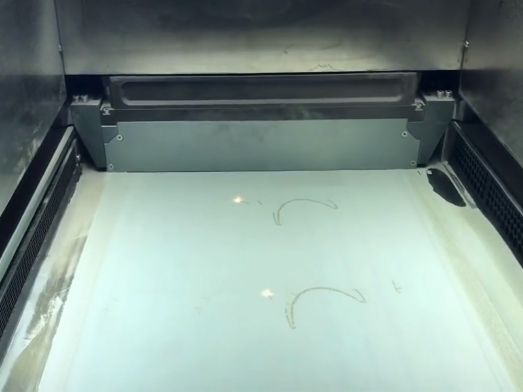
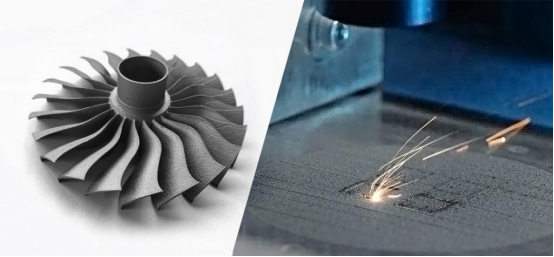
SLS rapid prototyping : (selected laser sintering) selective sintering of powder material is a rapid prototyping technology that adopts a carbon dioxide laser machine to sinter the powder material selectively (plastic powder and mixed adhesive powder). It is a 3D solid rapid prototyping method integrating discrete points layer by layer.
Before processing, warm up the workshop, which is full of nitrogen, and make the temperature below the melting point of powder. During forming, pave one layer of powder on the worktable, during which the feed barrel goes up and the powder roller moves. Then, the computer-controlled laser beam will sinter the powder in the solid area according to the section contour. After the powder is molten, a solid outline appears.
Worktable descends to the height of one section layer after the sintering of each layer is completed, then pave another layer of powder and sinter it. Following this circle, the final 3D product is completed. After 5-10 secs cooling, the part can be taken out from the powder cylinder. The not sintered powder can clad the parts which are being sintered. When the sintering is completed, take out the parts.
Selective sintering of powder material technology is suitable for medium and small parts, from plastic, and porcelain, to metal parts. Its warpage and deformation are lighter than selective curing liquid photosensitive resin technology. However, this technology still needs to scan and sinter all the sections plus a long period for heating and cooling the workshop.
Besides, due to the limit of the laser spot and size of the powder particles, the part surface is usually porous, so it must be put into the furnace to burn the adhesive agent and fill the gaps with fillers during sintering porcelain, metals, and adhesive mixtures.
The rapid prototyping technology of selective sintering of powder material is suitable for the visible representation of the product’s design and efficiency test parts. Since it can adopt metal powder with various compositions to perform sintering and coppering, the end products might have similar mechanical properties as metal parts. However, this technology still needs to be improved due to its hard forming surface and complex procedures, like coppering.
Compared with other technologies, rapid prototyping technologies can produce more tough molds with multi-material, including engineering plastic, wax, metal, porcelain, etc. The construction time is short and can reach a certain height without a specific design and support structure.
On the other hand, rapid prototyping has laser loss and needs a specific laboratory environment, so its maintenance and use cost is expensive. Besides, the post-treatment is complex, like pre-heating and cooling. While due to its rough and porous forming surface plus the size of the powder particles and laser facula limitation, the workshop needs to be filled with nitrogen continually to ensure safety, which leads to a high machining cost and environmental pollution due to toxic gas and dust.
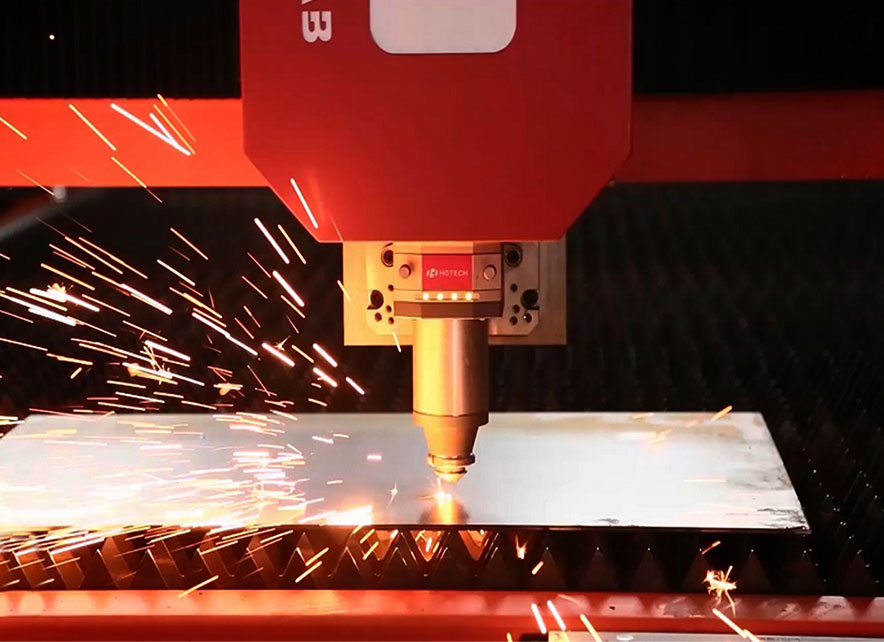
LOM (Laminated Object Manufacturing) rapid prototyping of laminated object manufacturing technology is a thin layer material stacking technology. LOM is based on each section contour line of 3D models to send the laser cutting orders to make the cutter moving follow the direction. The feeding system conveys the section which has hot sol foil (such as coated paper, coated ceramic foil, metal foil, and plastic foil) on the ground to the worktable.
The laser cutting system uses the carbon dioxide laser beam to cut the paper on the worktop toward the contour lines of foil and cut the area without contour lines into small pieces. Next, adhere to each paper firmly by the hot pressing mechanism. The mobile worktable supports the to be formed part and lowers one layer of paper after forming each layer for the convince of feeding, sticking, and cutting a new layer of paper. Finally, a 3D prototype is obtained. Get rid of the scrap pieces and take the part out. LOM rapid prototyping technology is suitable for large and medium prototype workpieces, conceptual molding of product design, as well as efficiency test parts. Since the part has wood properties, it is more fit for making the sand casting mold.
The advantage of rapid prototyping technology is quick forming as it only cuts toward the contour of the items with a laser beam but does not need to scan the whole section and design the support structure.
The disadvantages of rapid prototyping include laser loss, high maintenance cost, specific laboratory environment, and fewer raw material selections. Although there are still many raw materials to select from, such as paper, plastic, pottery clay, and compound material, now the only paper is the most commonly used one. Other foils are still under development. The material must be moisture proofed because the paper part is more likely to deform due to the water in the air. So, the resin must be cleaned immediately after forming. The 3D prototyping part is covered with scraps. Take the part out and get rid of the extra scrap pieces.
LOM rapid prototyping technology is suitable for large and medium prototype workpieces, conceptual molding of product design, as well as the efficiency test parts. Since the part has wood properties, it is more fit for making the sand casting mold.
The advantages of rapid prototyping technology is quick forming as it only cuts toward the contour of the items with laser beam but does not need to scan the whole section and design the support structure.
The disadvantages of rapid prototyping include the loss from laser, high maintenance cost, specific laboratory environment, fewer raw material selection. Although there are still many raw material to select, such as paper, plastic, pottery clay, and compound material, but now only paper is the common used one. Other foils are still under developing. The material must be moisture proofed because paper part is easy to deform due to moisture. So, the resin must be cleaned immediately after forming. The 3D prototyping part is cladded with scraps. Take the part out and get rid of the extra scrap pieces.

CNC rapid prototyping technology is the primary machining method, using CNC milling machines and CNC lathes to do subtractive machining, of which the machining accuracy can be 0.01mm. CNC machining rapid prototyping technology can be adopted in many applications. Besides, its material selection is many, too. Most of the materials are metal material and thermal plastic. However, it has high requirements regarding the machining equipment and experience of experience.
Advantages of injection molding:
1. Use injection mold to control the thickness distribution of parison accurately. So, the thickness of the container is uniform. This also prevents the excessive wall thickness reduction on the cornet part of blowing mold products. The part’s weight can be controlled at +0.1g, and the thread accuracy can be controlled within 土100μM. The forming accuracy of the thin neck product is high, and the opening dimension is accurate.
2. Most products do not need reprocessing and have no bonding lines, which saves the time for a modification.
2. Most products do not need reprocessing and have no bonding lines, which saves the time for a modification.
3. The parison made by injection can be put in the blowing mold to form without scraps during processing, which is cost-effective.
4. Through this technology, the products we obtain have a smooth surface, clean patterns, no scratches, and no texts.
5. It allows low volume production.
6. Wide application range for plastic materials.
7. High automation degree and production efficiency due to multi-mold production.
The advantages are evidnet. Injection molding production needs to manufacture molds. The cost of manufacturing molds increases according to the complexity of the parts. However, it does not suit low volume production.
GREFEE provides rapid prototyping services ,Based on years of experience of GREFEE, the table contains the information that you need:
| Type | Process | Description | Force | Ending | Material samples |
| SLA | Stereolithography | Laser curable photosensitive polymer | 2,500-10,000 (psi) 17.2-68.9(mpa) | 0.002-0.006 inches (0.051-0.152mm) typical additional layer | Thermoplastic like photopolymer |
| SLS | Selected laser sintering | Laser sintering powder | 5,300-11,300 (psi) 36.5-77.9(mpa) | Typical 0.004 inch(0.102mm)additional layer | nylon,thermoplastic polyurethane |
| DMLS | Direct metal laser sintering | Laser sintering metal powder | 37,700-190,000(psi) | 0.0008-0.0012inch (0.020-0.030mm)typical additional layer | Stainless steel, titanium, chromium, aluminum,Inconel |
| FDM | Fusion deposition modeling | Fusion squeezing | 5,200-9,800 (psi) 35.9-67.6(mpa) | 0.005-0.013 inch (0.127-0.330mm) typical additional layer | ABS,PC,PC/ABS,PPSU |
| MJF | Multi-jet fusion | inkjet array selectively cross the nylon powder bed to fuse. | 6,960(psi) 48(mpa) | 0.0035-0.008 inch(0.089-0.203mm)typical additional layer | black nylon 12 |
| PJET | Polyjet | UV curable spray photosensitive polymer | 7,200-8,750(psi) 49.6-60.3(mpa) | 0.0006-0.0012inch (0.015-0.030mm) typical additional layer | Acrylic photosensitive polymer,Elastic photosensitive polymer |
| CNC | CNC machining | Use CNC milling machines and lathes | 3,000-20,000(psi) 20.7-137.9(mpa) | subtractive machining | Most Commodity and engineering grade thermal plastics and metals |
| Injection | Injection molding | Use aluminum tools for injection molding | 3,100-20,000 (psi) 21.4-137.9(mpa) | moldedsmooth(with specific textures) | Most Commodity and engineering grade thermal plastics, metals, and LSR. |




Try GREFEE now,for free
We keep your uploaded files confidential and secure.